Затвердевание на поверхностях, перемещающихся в контакте с расплавленным металлом
Затвердевание на валках
В 1909 г. Странж предложил способ изготовления металлических полос и устройство для его осуществления (рис. 312). Металлическая полоса 3 образуется из жидкого металла 2 внутри охлаждаемого цилиндра 1 при его вращении в защитной атмосфере. Полоса сматывается на ролик 4 и затем прокатывается в фольгу.
 Подобную установку в 1944 г. предложил Хазелетт.
Подобную установку в 1944 г. предложил Хазелетт.В ряде других предложений рекомендовалось осуществлять затвердевание металла на внешней поверхности валка.
В 1909 г. Странж предложил подводить металл снизу через верти кальный канал, как показано на рис. 313. Над зеркалом жидкого металла в подводящем ковше можно применять защитные среды (например, древесный уголь при разливке свинца) или инертную атмосферу. Вместо валков изобретатель предлагал применять и другие подвижные поверхности, например подвижные ленты или вращающиеся диски.
Одновременно он предложил конструкции установок, схема которых приведена на рис. 314 и 315.
Немного позднее он спроектировал устройство (рис. 316), предназначенное для равномерной подачи расплавленного металла на валок.
На рис. 317 показана установка, которую предложил Вагнер, для изготовления полос из свинца, цинка и олова; 1 — труба для введения нагревательной среды, 2 — валок, предназначенный для регулировки толщины полосы.
В 1923 г. фирма Acieries Reunies de Burbach-Eich-Dudelange SA вводила расплавленный металл между двумя вращающимися валками, как показано на рис. 318, и использовала тепло затвердевающего слитка для получения пара.
 На рис. 319, 320 и 321 представлена установка, которую предложили в 1932 г. Фоли и Свит, для изготовления медных полос. Печь отапливалась с помощью нефтяных или газовых горелок. Водоохлаждаемый валок состоял из металлического цилиндра 1 и двух шайб 2 из жаростойкого материала; он через рычаги 3 опирался на вал 4 и уравновешивался противовесом 5.
На рис. 319, 320 и 321 представлена установка, которую предложили в 1932 г. Фоли и Свит, для изготовления медных полос. Печь отапливалась с помощью нефтяных или газовых горелок. Водоохлаждаемый валок состоял из металлического цилиндра 1 и двух шайб 2 из жаростойкого материала; он через рычаги 3 опирался на вал 4 и уравновешивался противовесом 5.Устройство автоматически регулировалось по глубине погружения валка при колебаниях уровня жидкого металла. Температура разливаемого металла регулировалась также автоматически.
Чтобы устранить проникновение шлаковых частиц в разливаемый лист и помехи, вызванные волновым движением поверхности ванны в 1936 г. Бергаус спроектировал установку, предназначенную для изготовления полос из алюминия, меди, никеля и их сплавов (рис. 322). Характерной чертой этой установки является воронкообразный кожух 1, расположенный под барабаном и верхней крышкой, закрывающей ванну расплавленного металла. В крышке имеется подводящая труба 2 для подачи в пространство над жидким металлом защитного газа. При вращении барабана кристаллизатора в ванне возникает постоянное движение металла из глубины ванны. Свободная, не защищенная от окисления поверхность зеркала жидкого металла в этом случае может быть весьма малой.
На охлаждаемый барабан наносится слой хрома или его сплавов; для этой цели можно применять также фосфор или стекло. Используя соответствующим образом профилированный барабан, можно изготавливать гофрированные листы.
 В 1936 г. этот изобретатель предложил способ для изготовления многослойных полос (рис. 323). Резервуар с металлом, находящийся
В 1936 г. этот изобретатель предложил способ для изготовления многослойных полос (рис. 323). Резервуар с металлом, находящийсяпод кристаллизатором в виде барабана, оборудованного системой охлаждения, имеет два слоя расплавленного металла 1 и 2, расположенных один над другим, поэтому на охлаждаемом барабане вначале затвердевает слой металла 1, а поверх него слой металла 2 и затем вновь наносится слой металла 1.
 На рис. 324 показана схема установки фирмы Fiirsteich Zollernschen Huttenver-waltung Laucherthal (1942 г.), в которой бесконечная стальная лента 1 проходит вокруг водоохлаждаемого барабана через ванну жидкого металла (бронзу). Затвердевший слой металла обжимается валком 2. Для образования гомогенного соединения между слоями металла полоса нагревается горелкой 3 и затем охлаждается струей воды, поступающей из форсунки 4.
На рис. 324 показана схема установки фирмы Fiirsteich Zollernschen Huttenver-waltung Laucherthal (1942 г.), в которой бесконечная стальная лента 1 проходит вокруг водоохлаждаемого барабана через ванну жидкого металла (бронзу). Затвердевший слой металла обжимается валком 2. Для образования гомогенного соединения между слоями металла полоса нагревается горелкой 3 и затем охлаждается струей воды, поступающей из форсунки 4.Фирма James Jordan Laboratory при изготовлении стальных полос предложила в 1949 г. устранить приваривание металла к торцам барабанов обдувкой металла газом, например азотом, аргоном, гелием, окисью углерода или смесью окиси углерода с двуокисью углерода. При изготовлении медных полос предпочтительнее применять окись углерода. Принцип работы установки показан на рис. 325 и 326. Подобную газовую завесу можно использовать при отделении шлака, как показано на рис. 327
 В 1937 г. Симонс предложил установку, показанную на рис. 328, 329 и 330. На поверхности барабанов в этой установке делают каналы 1, которые через кольцевое пространство 2, зазор 3 и трубопровод 4 соединяются с вакуумным насосом. В каналы вставляются вставки 5. поперечное сечение которых показано на рис. 330 и которые занимают почти всю ширину канала.
В 1937 г. Симонс предложил установку, показанную на рис. 328, 329 и 330. На поверхности барабанов в этой установке делают каналы 1, которые через кольцевое пространство 2, зазор 3 и трубопровод 4 соединяются с вакуумным насосом. В каналы вставляются вставки 5. поперечное сечение которых показано на рис. 330 и которые занимают почти всю ширину канала.На поверхности барабана таким образом образуются узкие каналы, которые пропускают воздух, но не пропускают металл, и поэтому барабаны практически отделены слоем воздуха от корпуса 6, в котором имеется продольное отверстие 7 для вытягивания полосы 8. В зазоре между барабанами (ниже линии их соприкосновения) образуются две металлические полосы, которые затем свариваются при проходе в зазоре между барабанами. Погружаемая в жидкий металл деталь 9 служит для регулировки уровня жидкого металла.
На рис. 331 показана установка для непрерывного литья только с одним барабаном. Из-за пониженного давления уровень металла поднимается в подводящем канале 1. Поплавок 2 связан с воздушным вентилем 3 и поэтому автоматически регулирует понижение давления в зависимости от уровня жидкого металла в канале и поддерживает его постоянным.
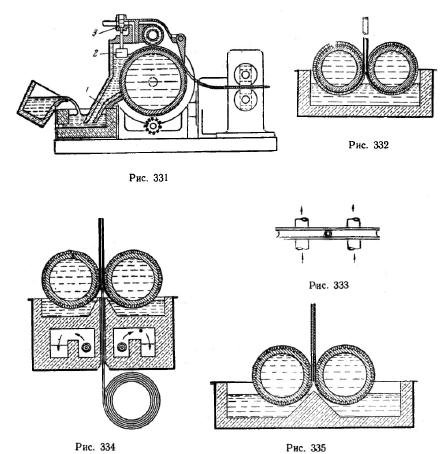 На рис. 332 и 333 представлено устройство для изготовления труб, на рис. 334 — для получения плакированных листов, а на рис. 335 — для изготовления биметаллического листа, состоящего из двух различных металлов.
На рис. 332 и 333 представлено устройство для изготовления труб, на рис. 334 — для получения плакированных листов, а на рис. 335 — для изготовления биметаллического листа, состоящего из двух различных металлов.Установка фирмы Hazelett Metals Inc. (1932 г.), представленная на рис. 336, предназначалась для изготовления из жидкого металла стальных профилей.
Расплавленный металл из ковша 1 поступает в закрытый желоб 2, захватывается валками 3 и 4, один из которых показан на рис. 337. Для охлаждения валков вода вводится через отверстие 5 в полом вале, протекает через отверстия 6 и направляющие 7 и удаляется в форме пара после прохода листа 8 через отверстие 9 и отверстие 10 полого вала.
 Металл, захватываемый валками 3 и 4 (рис. 338), слегка обжимается и валком 11 подается к охлаждающему устройству, в котором обрызгивается водой и через правильные ролики 13 поступает в калибрующие валки 14.
Металл, захватываемый валками 3 и 4 (рис. 338), слегка обжимается и валком 11 подается к охлаждающему устройству, в котором обрызгивается водой и через правильные ролики 13 поступает в калибрующие валки 14.На рис. 338 показано расположение калибров в двух формующих валках при изготовлении фасонных профилей. Было предусмотрено, что стальная заготовка выходит из формующих валков при температуре 1315°, в течение 3 сек. доходит до охлаждающего валка, при температуре 1290° соприкасается с ним в течение 1,5 сек. и температура ее снижается до 1100°. В корпусе 12 происходит дальнейшее охлаждение заготовки до критической температуры (приблизительно 815°), после чего можно применять в качестве охладителя воду.
 В 1947 г. Форестир получил патент на изготовление полос погружением двух вращающихся барабанов в ванну расплавленного металла с последующим вытягиванием затвердевшего слоя металла. В виде одного из вариантов этого устройства он предусмотрел установку с лентами, покрывающими вращающиеся валки, как показано на рис. 339. Taким же образом он хотел изготавливать трубы.
В 1947 г. Форестир получил патент на изготовление полос погружением двух вращающихся барабанов в ванну расплавленного металла с последующим вытягиванием затвердевшего слоя металла. В виде одного из вариантов этого устройства он предусмотрел установку с лентами, покрывающими вращающиеся валки, как показано на рис. 339. Taким же образом он хотел изготавливать трубы.В 1932 г. Сендзимир предложил использовать известное положение о том, что при затвердевании металлического расплава в первую очередь затвердевают чистые кристаллы. Таким образом, он хотел получать безупречные по чистоте заготовки. Для этой дели в металлический расплав опускается охлаждаемое тело любого профиля и на нем кристаллизуются чистые кристаллы, все примеси же остаются в расплаве. В этом случае необходимо, чтобы количество расплавленного металла всегда было больше, чем количество извлекаемого из него затвердевшего металла.
В качестве погружаемого тела изобретатель хотел использовать вращающийся барабан.
Здесь следует упомянуть способ фирмы A. Johnson Co (1943 г.), который заключался в том, что щелочные металлы (олово и его сплавы) разливались на охлаждаемый барабан и после удаления с него разрезались на отдельные части.
Затвердевание на проволоке или ленте
Этот способ принципиально отличается от других тем, что охлаждаемые поверхности кристаллизатора сплавляются с затвердевающим на них металлом.
В 1898 г.Лас указал на то, что отливка мелких заготовок неэкономична. Чтобы понизить стоимость отливаемых заготовок, он предложил пропускать металлический пруток или полосу через расплавленную сталь. При этом на поверхности штанги образуется корочка затвердевшего металла, толщина которой постепенно возрастает (рис. 340). Изобретатель отмечал, что неметаллические включения и другие примеси, имеющиеся в расплавленном металле, останутся в расплаве или на поверхности получаемого изделия, в то время как у обычных слитков, как известно, примеси оттесняются к центру и получается нездоровая сердцевина слитка.
 В 1932 г. Сендзимир рекомендовал покрывать подобным образом стальную полосу электролитической медью. Этот принцип применяется при покрытии оловом, цинком или свинцом лент и проволоки.
В 1932 г. Сендзимир рекомендовал покрывать подобным образом стальную полосу электролитической медью. Этот принцип применяется при покрытии оловом, цинком или свинцом лент и проволоки.В 1951 г. фирма British Iron and Steel Research Association использовала способ, предложенный Ласом для изготовления полос, проволоки и труб. Конструкция установки для осуществления этого способа схематически представлена на рис. 341.
 Очищенная стальная проволока 1 протягивается через ванну расплавленной стали 2, в которой диаметр проволоки благодаря затвердеванию металла на ее поверхности постепенно возрастает. Проволока с наращенным поверхностным слоем подается в прокатный стан. Над расплавленным металлом постоянно поддерживается защитная атмосфера. Перегородки 3 предохраняют проникновение воздуха, 4 — шлакоотделитель. Через ванну расплавленной стали при температуре 1600° протягивалась стальная полоса толщиной 3,2 мм и при продолжительности погружения, равной 0,5 сек., толщина проволоки увеличивалась до 6,4 мм. Полоса протягивалась через печь со скоростью 180 м/мин и в ванне образовывалась петля длиной 1,5 м. Температура сердцевины полосы была 1100°.
Очищенная стальная проволока 1 протягивается через ванну расплавленной стали 2, в которой диаметр проволоки благодаря затвердеванию металла на ее поверхности постепенно возрастает. Проволока с наращенным поверхностным слоем подается в прокатный стан. Над расплавленным металлом постоянно поддерживается защитная атмосфера. Перегородки 3 предохраняют проникновение воздуха, 4 — шлакоотделитель. Через ванну расплавленной стали при температуре 1600° протягивалась стальная полоса толщиной 3,2 мм и при продолжительности погружения, равной 0,5 сек., толщина проволоки увеличивалась до 6,4 мм. Полоса протягивалась через печь со скоростью 180 м/мин и в ванне образовывалась петля длиной 1,5 м. Температура сердцевины полосы была 1100°.Было найдено, что требуемая продолжительность погружения возрастет соответственно квадрату минимального размера поперечного сечения. Так, для полосы толщиной 4,8 мм продолжительность погружения должна превышать 1 сек. Опыты литья по этому способу коротко описал Нейби.
Затвердевание на оправке или на штанге
В 1935 г. Хазелетт предложил изготовлять бесшовные трубы, протягивая сравнительно холодную оправку через ванну расплавленного металла (рис. 342). Оправка 1 вытягивается вверх вместе с затвердевшим на ней слоем металла 2, валки 3 закрепляются на вращающейся раме 4; 5 — электромотор. Зазор между оправкой 1 и отверстием, расположенным в нижней части ванны, должен равняться приблизительно 0,12 мм при диаметре оправки 13 мм, а при диаметре оправки 50 мм — соответственно 0,25 мм.
На рис. 343 представлено устройство, предложенное в 1955 г. фирмой General Electric Company. В дне резервуара 1 с жидким металлом снизу вверх через отверстие 2 продвигается роликами 3 штанга 4 из такого же металла. В ванне на штанге затвердевает металл и таким образом получается круглая заготовка 5 увеличенного по сравнению со штангой диаметра.
 На рис. 344 представлена основная часть разливочной установки для изготовления труб, которую предложили Франсис и Портер. Цилиндрический резервуар, наклоненный под углом 30° к горизонту и облицованный огнеупорной футеровкой, наполняется через воронку 2 жидкой сталью. Позицией 3 показано сливное отверстие. Снизу через водоохлаждаемое направляющее отверстие 5 продвигается оправка 4, которая, пройдя затем через матрицу 6, также охлаждаемую водой, и спрейеры 7, попадает в тянущие валки. В резервуаре 1 оправка 4 покрывается слоем затвердевшего металла. Затем она удаляется и таким образом образуется труба. Для облегчения удаления оправки ее делают составной в продольном направлении, как показано на рис. 345.
На рис. 344 представлена основная часть разливочной установки для изготовления труб, которую предложили Франсис и Портер. Цилиндрический резервуар, наклоненный под углом 30° к горизонту и облицованный огнеупорной футеровкой, наполняется через воронку 2 жидкой сталью. Позицией 3 показано сливное отверстие. Снизу через водоохлаждаемое направляющее отверстие 5 продвигается оправка 4, которая, пройдя затем через матрицу 6, также охлаждаемую водой, и спрейеры 7, попадает в тянущие валки. В резервуаре 1 оправка 4 покрывается слоем затвердевшего металла. Затем она удаляется и таким образом образуется труба. Для облегчения удаления оправки ее делают составной в продольном направлении, как показано на рис. 345.
- Литье на валки с горизонтальной осью или на перемещающуюся ленту
- Литье в корытообразные кристаллизаторы
- Литье в кольцевые открытые желоба
- Литье в кристаллизаторы с неподвижными и подвижными стенками
- Литье между движущимся желобом и неподвижной стенкой
- Литье между валком или колесом и неподвижной стенкой
- Литье в другие кристаллизаторы с движущимися стенками
- Литье в кристаллизаторы с движущимися полуформами
- Литье в кристаллизаторы гусеничного типа
- Литье между лентами
