Электромагнитное перемешивание расплавленной ванны
Чтобы получить мелкозернистую структуру, в особенности при непрерывном литье сплавов Al-Cu-Mg, Al-Mg-Mn, Al-Mn, а также алюминиевосвинцовистых сплавов, по данным фирмы Russ Elekroofen, требуется не только сохранять разливаемый металл горячим до момента затвердевания, но и поддерживать его в состоянии движения.
В установке для непрерывного литья, где жидкий металл попадает в резко охлаждаемый кристаллизатор непосредственно из электропечи, в отличие от известных методов литья, расплавленная масса металла до достижения области лунки с помощью индукционных токов поддерживается в состоянии интенсивного движения. При этом могут использоваться токи как низкой, так и высокой частоты. На рис. 1430 и 1431 представлена установка, работающая по такому методу.
 При непрерывном литье по методу фирмы SKF (1949 г.) из промежуточного ковша с огнеупорной футеровкой через примыкающий к нему охлаждаемый кристаллизатор металл перед входом в кристаллизатор приводится в движение с помощью магнитного поля, как показано на рис. 1432.
При непрерывном литье по методу фирмы SKF (1949 г.) из промежуточного ковша с огнеупорной футеровкой через примыкающий к нему охлаждаемый кристаллизатор металл перед входом в кристаллизатор приводится в движение с помощью магнитного поля, как показано на рис. 1432.Металл поддерживается в жидком состоянии и вынужден проходить границу между футеровкой и кристаллизатором на повышенной скорости. Цифрой 1 на рисунке обозначена индукционная обмотка.
Согласно предложению фирмы Olin Mathieson Chemical Corp., для литья, в особенности склонных к ликвации медных, цинковых и алюминиевомедных сплавов, применяется кристаллизатор, монтируемый на днище индукционной электропечи, как показано на рис. 1433.
На рис. 1434 представлена схема движения расплавленного металла. Попадая в таком подвижном состоянии в кристаллизатор, он Преодолевает давление столба жидкого металла.
 Чтобы уменьшить глубину жидкой лунки при непрерывном литье стали и облегчить тем самым удаление газовых пузырей, а также снизить опасность ликвации, Росси (1952 г.) поместил на уровне лунки охватывающую кристаллизатор индукционную обмотку (индуктор) и Создал, таким образом, восходящее движение металла в центре кристаллизатора и нисходящее движение — вблизи его стенок. Была уменьшена опасность возможного проникновения газов, окислов, шлаков и других засоров до зоны, где они могли бы попасть в затвердевающий металл.
Чтобы уменьшить глубину жидкой лунки при непрерывном литье стали и облегчить тем самым удаление газовых пузырей, а также снизить опасность ликвации, Росси (1952 г.) поместил на уровне лунки охватывающую кристаллизатор индукционную обмотку (индуктор) и Создал, таким образом, восходящее движение металла в центре кристаллизатора и нисходящее движение — вблизи его стенок. Была уменьшена опасность возможного проникновения газов, окислов, шлаков и других засоров до зоны, где они могли бы попасть в затвердевающий металл.Более того, восходящий поток обеспечивает вынос на поверхность металла таких засоров.
Влияние циркуляции расплавленного металла не ограничивается только уменьшением глубины жидкой лунки.
Вследствие значительно менее глубокого проникновения заливаемого металла нисходящий поток, омывающий стенки жидкой лунки, обеспечивает постоянную подачу на дно лунки охлажденного почти до затвердевания металла. Применение индукционных обмоток влечет за собой некоторый нагрев металла, однако преимущества этого метода настолько значительны, что указанный нагрев может не приниматься во внимание.
 На рис. 1435 и 1436 представлена одна из конструкций этого устройства, на первом рисунке — в продольном сечении и на втором — в поперечном. Индукционная обмотка не показана.
На рис. 1435 и 1436 представлена одна из конструкций этого устройства, на первом рисунке — в продольном сечении и на втором — в поперечном. Индукционная обмотка не показана.Во избежание возникновения вредных индуктивных токов в стенках кристаллизатора, последний выполняется составным с изолирующими прокладками 1 (например, из слюды) между отдельными частями (см. рис. 1436).
Перемешивание расплавленного металла дает еще дополнительное преимущество, заключающееся в ускорении процесса охлаждения. На рис. 1437 и 1438 представлены эти конструкции в двух других исполнениях.
Еще одно исполнение устройства показано на рис. 1439 и 1440.
Водоохлаждаемая индукционная обмотка переменного тока 1 устанавливается непосредственно на кристаллизаторе 2. Расплавленный металл безостановочно вытекает из ковша 4 и попадает в жидкую часть заготовки 3.
Затвердевшая заготовка 5 непрерывно опускается. Стрелками показано направление движения металла в жидкой ванне. Поверхность жидкой ванны стремится принять выпуклую форму 6.
 На рис. 1441 представлено устройство, в котором индукционная обмотка 7 располагается под кристаллизатором 2. Такое расположение предпочтительно, когда вследствие большой скорости литья жидкая лунка становится очень глубокой и уходит далеко за пределы кристаллизатора. В этих случаях важно поддерживать движение металла вблизи дна лунки. Цифрой 8 обозначены кольцевые брызгала.
На рис. 1441 представлено устройство, в котором индукционная обмотка 7 располагается под кристаллизатором 2. Такое расположение предпочтительно, когда вследствие большой скорости литья жидкая лунка становится очень глубокой и уходит далеко за пределы кристаллизатора. В этих случаях важно поддерживать движение металла вблизи дна лунки. Цифрой 8 обозначены кольцевые брызгала.Проводившиеся в 1950 г. Шабером и Юнгансом опыты по теплопередаче в металле между двумя пространственно разделенными, но одинаково нагретыми точками навели их на мысль воспрепятствовать постоянной теплопередаче в жидкой части заготовки от середины к периферии и обусловленной этим такой же направленности кристаллизации путем применения вращающихся электрических полей в частично затвердевшем металле. Таким образом может быть получено очень мелкое зерно и высокая равномерность структуры. На рис. 1442 и 1443 показано предназначенное для этого устройство. В верхней части кристаллизатора 1 в зоне затвердевания установлены два кольцевых сердечника 2 с полюсными наконечниками 3 и обмотками 4, схема включения которых показана на рис. 1444.
Под действием вращающихся магнитных полей жидкая часть заготовки приобретает равномерное вращательное движение вокруг вертикальной оси.
 Изобретатели при этом установили следующие дополнительные преимущества предложенного ими метода: жидкий металл у поверхностной кромки оказывает повышенное давление на стенки кристаллизатора, что усиливает теплоотдачу и улучшает заполнение формы, а тем самым и качество наружной поверхности заготовки. У периферии металл уплотняется, усиливается теплообмен между жидкой частью заготовки и фронтом кристаллизации, имеется возможность создавать плоский фронт кристаллизации несколько расширенной формы у основания и благодаря этому предотвратить образование в тугоплавких металлах раковин.
Изобретатели при этом установили следующие дополнительные преимущества предложенного ими метода: жидкий металл у поверхностной кромки оказывает повышенное давление на стенки кристаллизатора, что усиливает теплоотдачу и улучшает заполнение формы, а тем самым и качество наружной поверхности заготовки. У периферии металл уплотняется, усиливается теплообмен между жидкой частью заготовки и фронтом кристаллизации, имеется возможность создавать плоский фронт кристаллизации несколько расширенной формы у основания и благодаря этому предотвратить образование в тугоплавких металлах раковин.Состояние вихревого движения нейтрализует отрицательное влияние на процесс затвердевания, которое оказывает струя заливаемого металла.
Юнганс в 1952 г. обнаружил, что нет необходимости воздействовать на расплавленную часть заготовки вращающимся магнитным полем до полного затвердевания.
Устойчивый эффект был достигнут при кратковременном, многократно прерываемом воздействии вращающегося магнитного поля. Оказалось вполне достаточным иметь продолжительность действия не более 5% от времени затвердевания. Например, при литье круглых заготовок из стали диаметром 118 мм глубина жидкой лунки составляла
3,5м при скорости литья 700 мм/мин. Продолжительность затвердевания составляла приблизительно 5 мин.
Было установлено, что для получения требующейся структуры ,достаточно трехкратного воздействия магнитным полем продолжительностью по 1,8 сек. Таким образом, общая продолжительность его воздействия составляла 5,4 сек. или 1,8% от общей продолжительности затвердевания.
Для надежности следует, однако, рекомендовать несколько большую продолжительность воздействия. Главное преимущество такого метода работы заключается в экономии электроэнергии, а также в снижении стоимости оборудования, поскольку имеется возможность от одной группы трансформаторов питать вращающимся полем большое число кристаллизаторов. При непрерывном литье стали с применением вращающегося магнитного поля Юнганс обнаружил, что зона, подвергшаяся воздействию вращающегося поля, имела несколько меньшее содержание серы, чем смежная с ней зона заготовки.
Если заготовка содержала в среднем 0,051% S, то зона, находившаяся под действием вращающегося поля, имела только 0,046% S, ь то время как содержание серы в центре составляло 0,056%. Эти данные могут быть определены с помощью отпечатков по Бауману, как показано на рис. 1445, на котором представлена стальная заготовка сечением 100х100 мм с 0,07% С, 0,10% Si, 0,28% Mn, 0,118% P и 0,035% S. Отливка металла проводилась с начальной температурой 1540°. Вращающееся поле создавалось тремя генераторами, питаемыми переменным током.
Первичные кристаллы получаются с меньшим содержанием серы, чем в остальной расплавленной массе, если затвердевание ее протекает спокойно. Под воздействием вращающегося поля кристаллы растут в направлении от периферии к центру слитка против направления вращения и под некоторым углом к этому движению. За этой зоной кристаллов следует обширная зона, в которой кристаллизация проходит сфероидально без направляющего воздействия вращающегося поля. Направленные внутрь слитка острия кристаллов под действием вращающегося поля прекращают свой рост.
В процессе изгиба кристаллы сближаются и промежуточное пространство, заполненное оставшимся жидким металлом с более высоким содержанием серы, становится очень малым. Образующаяся при этом зона с низким содержанием серы не идентична соответствующей зоне медленно охлаждаемого обычного слитка и характеризуется меньшей прочностью. При действии вращающегося поля прочностные свойства металла зоны с низким содержанием серы получаются таким же, как в окружающей массе.
В некоторых случаях, однако, наличие зоны с пониженным содержанием серы нежелательно. Использование прерывистого режима при Воздействии вращающимся магнитным полем позволяет сужать ширину таких зон, а при достаточном увеличении продолжительности перерывов — даже получить только одну узкую зону с малым содержанием серы, как это показано на рис. 1446.
Прерывистый режим воздействия вращающимся магнитным полем имеет особые преимущества при непрерывном литье тугоплавких металлов, имеющих примерно в 10 раз большую глубину жидкой лунки в заготовке по сравнению с легкоплавкими металлами. При этом, однако, нет необходимости производить обработку вращающимся магнитным полем по всей длине распространения жидкой литейной лунки; достаточно, чтобы зона действия поля не превышала 5% этой длины.
На рис. 1447 и 1448 представлено устройство для выполнения этой операции. Обмотки 1 полюсов 2 установки подключены к сети через прерыватель 3 и трансформатор 4.
Работа Юнганса над своим вышеописанным изобретением навела его на мысль периодически извне нарушать на короткие мгновения процесс кристаллизации, исследуя затем соответствующие участки на готовой заготовке, например с помощью отпечатков по Бауману для случая непрерывною литья стали. Такой прием позволяет получить мгновенную картину положения фронта кристаллизации и характер его изменения в функции времени (см. рис. 1445 и 1446).
Требующиеся нарушения могут производиться, например, путем кратковременной вибрации звуковыми или сверхзвуковыми частотами, однако наиболее подходящим является вышеописанное действие вращающихся магнитных полей на затвердевающую часть заготовки.
Серия таких снимков позволяет получить очень точные выводы о характере протекания процесса кристаллизации. При этом имеется в виду, что исследуемая заготовка все равно подвергалась бы разрезке на мерные длины, а делительное устройство выполнено таким образом, что в процессе работы обеспечивается разрезка заготовки в требующихся участках.
Разъясним на следующем примере оценку поперечных шлифов, на которых зафиксированы соответствующие моменты протекания процесса кристаллизации.
Непрерывное литье круглой заготовки диаметром 118 мм из обычной марки стали ведется со скоростью 600 мм/мин. Вращающееся магнитное поле, которое воздействует на металл, на-находящийся в кристаллизаторе, попеременно включается и выключается. Продолжительность включения 1,8 сек., паузы 2,4 сек. Продолжительность цикла, таким образом, составляет 4,2 сек.
 На рис. 1449 показана полученная из этого расчета кривая изменения толщины затвердевающей стенки отливаемой заготовки. Масштаб вдоль оси заготовки (равен 1:10, масштаб для толщины стенки 1:1.
На рис. 1449 показана полученная из этого расчета кривая изменения толщины затвердевающей стенки отливаемой заготовки. Масштаб вдоль оси заготовки (равен 1:10, масштаб для толщины стенки 1:1.Следует отметить высокую точность, с которой можно проследить, за процессом кристаллизации, пользуясь этим методом.
Использование вращающихся магнитных полей в случае применения составных кристаллизаторов для непрерывного литья заготовок квадратного или прямоугольного сечения связано с недостатками, обусловленными тем, что действие вращающегося поля в значительной мере поглощается стенками кристаллизатора. Поглощение усугубляется невозможностью применения в составных кристаллизаторах тонких стенок (например, 3—10 мм).
По предложению Юнганса этот недостаток может быть в. значительной мере преодолен путем применения кристаллизатора, составленного из элементов квадратной, призматической и клиновидной формы, выполненных из ферромагнитного металла и обладающих хорошей теплопроводностью неферромагнитного металла. Ферромагнитные элементы соединены с полюсами возбудителей магнитных полей. Доля участия этих элементов в образовании рабочей поверхности кристаллизатора мала по сравнению с элементами высокой теплопроводности.
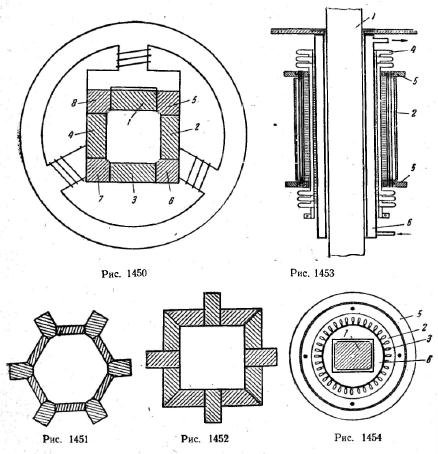 С целью дальнейшего снижения потерь от вихревых токов целесообразно разделить элементы кристаллизатора горизонтальными изолирующими прокладками. Кристаллизатор, показанный на рис. 1450, сострит из четырех медных или латунных элементов 1—4 и четырех стальных элементов 5—8.
С целью дальнейшего снижения потерь от вихревых токов целесообразно разделить элементы кристаллизатора горизонтальными изолирующими прокладками. Кристаллизатор, показанный на рис. 1450, сострит из четырех медных или латунных элементов 1—4 и четырех стальных элементов 5—8.На рис. 1451 показан кристаллизатор для шестигранных заготовок в котором ферромагнитные элементы выступают нарушу. Согласно рис. 1452, ферромагнитные элементы расположены посредине боковых стенок. Поскольку известные установки для непрерывного литья, в которых применяются магнитные вращающиеся поля, обладают недостатком, заключающимся в большой разнице силы поля в различных точках сечения заготовки, и характеризуются значительными потерями энергии, особенно при отливке заготовок крупных сечений, фирма Mannesmann AG предложила представленное на рис. 1453 и 1454 расположение возбудителей вращающихся магнитйых полей.
Установка представлена в продольном и поперечном сечениях. Сердечник 2, представляющий собой пакет электрически изолированных друг от друга листов, имеет внутри отверстие, соответствующее сечению заготовки 1, а также пазы 3, в которые закладывают элементы обмотки 4. Эти элементы выполнены из сплошного провода со стеклянной или асбестовой изоляцией либо из водоохлаждаемых медных или алюминиевых трубок в случаях большой силы тока. Целесообразно применять трехфазную обмотку с двумя полюсами. В особых случаях предпочитают большое число полюсов, например для отливок заготовок прямоугольного сечения.
Пакет листов находится между двумя латунными плитами 5. Внутри находится охлаждающая коробка 6 из немагнитного материала, в которой циркулирует вода.
Обращенные к заготовке стенки охлаждающей коротки могут иметь отверстия для пропуска части охлаждающей жидкости. В большинстве случаев достаточно одного вращающегося магнитного поля на каждую, заготовку, однако возможно комбинирование нескольких полей одинаковой или различной силы. Между стальными полюсами закладывается изолирующий слой или возбудители вращающегося поля отделяются от расплавленного металла стенкой из магнитной стали.
Такие мероприятия трудно осуществить в водоохлаждаемых кристаллизаторах, которые выполняются из высокотеплопроводных материалов, таких, например, как медь.
Кроме того, формирующая профиль отливаемой заготовки стенка должна быть как можно тоньше.
Шаабер в 1953 г. установил невозможность получения достаточно сильного вращающегося магнитного поля в кристаллизаторе из электролитической меди в случае, когда толщина стенки составляла только 3 мм. Более подходящими материалами являются латунь с 63% Cu и 37% Zn, а также хром, вольфрам, кремний, агломерированные окислы металлов и особенно медь с 2% Be и 0,2% Co.
Теплопроводность такой бериллиевой меди составляет около 26%, а электропроводность 17—20% от соответствующих показателей для чистой меди, что характеризует благоприятное соотношение между этими параметрами. По прочности на разрыв этот сплав превосходит электролитическую медь в несколько раз; это позволяет выполнять из него кристаллизаторы с толщиной стенок, составляющей лишь четвертую часть от толщины стенок в кристаллизаторах из чистой меди. Если в последних требуется толщина стенки 35 мм, то при использовании бериллиевой меди достаточно всего 8 мм.
При слишком быстром вращении металла жидкой части заготовки посредине ее поперечного сечения создается глубокая воронка, в которой сосредоточиваются более легкие шлаки, что приводит к образованию шлаковых включений в заготовке. Кроме того, отбрасываемый к стенкам металл выжимает стекающую по ним смазку, в результате заготовка, затвердевая, прилипает к стенкам и зависает в кристаллизаторе. При смещении в сторону движения заготовки участка, подвергаемого действию вращения, шлак собирается в углу, образованном пересечением зеркала расплавленной ванны со стенками кристаллизатора, и затвердевает на внешней поверхности заготовки. Поверхность готовых заготовок при этом требуется защищать.
 Фирма Gebr. Bohler Co AG, стремившаяся внедрить метод вращения расплавленной части заготовки с целью получения мелкозернистой структуры, рекомендовала в 1953 г. применять такую скорость вращения, которая обеспечивает надежный отрыв шлаков от стенок кристаллизатора не допуская, однако, чтобы расплавленный металл у стенок поднимался. Форма расплавленной части заготовки должна при этом соответствовать изображенной на рис. 1455.
Фирма Gebr. Bohler Co AG, стремившаяся внедрить метод вращения расплавленной части заготовки с целью получения мелкозернистой структуры, рекомендовала в 1953 г. применять такую скорость вращения, которая обеспечивает надежный отрыв шлаков от стенок кристаллизатора не допуская, однако, чтобы расплавленный металл у стенок поднимался. Форма расплавленной части заготовки должна при этом соответствовать изображенной на рис. 1455.При отливке чувствительных к кислороду сталей защитный слой шлака на поверхности расплавленной ванны особенно необходим, однако шлак не должен соприкасаться со стенками кристаллизатора. Целесообразно применять обмотки, возбуждающие вращающееся поле, которые могут перемещаться по высоте.
Полезно также регулировать частоту применяемого тока.
Измельчение структуры и дегазация расплавленного металла методом силовых полей, охватывающих жидкий металл, при непрерывном литье стали сталкиваются с рядом трудностей, так как лунка жидкого металла окружена значительной граничной зоной Это вызывает необходимость создания очень мощных силовых полей. В том случае, когда обмотка располагается вокруг медного кристаллизатора, силовое поле ослабляется стенками кристаллизатора как вследствие увеличения за счет этих стенок зазора между обмоткой и расплавленным металлом, так и за счет вихревых токов, возникающих в стенках.
Согласно изобретению фирмы Bohler, вокруг обмотки, установленной вблизи зоны затвердевания, располагается несколько пакетов из листового металла. Эти пакеты расположены таким образом, что их торцовые поверхности, сходясь вместе, охватывают заготовку.
 Один из примеров такого исполнения показан на рис. 1456 и 1457. Цифрой 1 обозначена вышедшая из кристаллизатора заготовка, затвердевшая только снаружи, цифрой 2 — окружающая ее обмотка. Обмотку охватывают пакеты 3 из листов динамного железа.
Один из примеров такого исполнения показан на рис. 1456 и 1457. Цифрой 1 обозначена вышедшая из кристаллизатора заготовка, затвердевшая только снаружи, цифрой 2 — окружающая ее обмотка. Обмотку охватывают пакеты 3 из листов динамного железа.Было установлено, что вращение металла жидкой части заготовки, вызываемое электрическим током, не может обеспечить полного удаления газовых включений. Этот метод, кроме того, дает заготовку с различной структурой наружных и внутренних областей металла.
Фирма Bоhler в связи с этим в 1953 г. перешла на воздействие электродинамическим силовым полем. Жидкая часть заготовки охватывается обмоткой, питаемой от импульсного генератора. Действие его настолько эффективно, что даже при малом расходе энергии на поверхности жидкого металла наблюдается интенсивное движение.
В том случае, когда главная ось обмотки расположена выше зеркала ванны, магнитное поле уменьшает давление верхних слоев жидкого металла на нижние. В противоположном случае магнитное действие складывается с силой тяжести.
В обоих случаях кратковременный импульс вызывает движение расплавленного металла в осевом направлении, что содействует дегазации и созданию гомогенной, более плотной структуры в отливаемой заготовке.
Обмотка, охватывающая жидкую часть заготовки, может быть выполнена в форме кольца. Магнитное поле, действуя при этом на расплавленный металла в радиальном направлении, приводит к тем же результатам. Дегазация может также производиться с помощью перемежающихся нолей, направление вращения которых постоянно изменяется.
Оптимальной частотой является 60—80 импульсов в минуту. При непрерывном литье металлов с высокой точкой плавления скорость литья слишком мала, чтобы можно было осуществлять литье непосредственно из большой печи. Для ускорения охлаждения жидкой стали уже предлагалось вводить в расплавленную часть заготовки холодные куски металла того же состава. При этом было показано, что такие металлические куски нельзя добавлять в больших количествах вследствие неблагоприятного влияния их на структуру заготовок.
Делалась попытка, однако не имевшая успеха, добавлять холодный металл в виде гранул. Большинство гранул не проникало в металлическую ванну и оставалось в шлаке. Делалась также попытка вводить гранулы ;в расплавленную ванну с большой скоростью, однако погрузившиеся гранулы снова оказывались на поверхности.
Фирма Bohler в связи с этим предложила в зоне расплавленной части заготовки, в пределах или вне пределов кристаллизатора, установить электрическую обмотку, создающую вращающееся электрическое поле, которое приводит жидкую часть заготовки в движение.
Частое изменение направления вращения поля изменяет также направление движения металла, благодаря чему достигается хорошее перемешивание металлических частиц в жидкой ванне.
Хорошее перемешивание достигается также за счет действия в осевом направлении электродинамического силового поля. Электродинамическое поле может создаваться либо длинной, либо кольцеобразной обмотками, включенными в цепь импульсного генератора. Жидкий металл приобретает движение в осевом направлении, которое поддерживает процесс дегазации при введении холодного металла в форме гранул или при отливке неуспокоенного металла.
Особенно эффективное перемешивание может быть достигнуто при одновременном воздействии на жидкую часть заготовки вращающегося поля с меняющимся направлением вращения и импульсного электродинамического силового поля. Этот метод позволяет вводить в расплавленную ванну легирующие присадки, например нитриды или азот.
Таким образом можно получить заготовку, имеющую различные состав и свойства снаружи и внутри. В некоторых случаях, особенно когда требуется ввести тугоплавкий металл, целесообразно предварительно нагреть или даже расплавить присадку.
В 1953 г. сотрудники, фирмы Alumanna Svenska Elektriska пришли к мысли приводить в движение жидкую часть заготовки с помощью передвигающегося вдоль нее магнитного поля, вызывая этим течение расплавленного металла, совпадающее по направлению с движением поля и аналогичное течениям, полученным с помощью воздействия либо вмещающихся полюсов с питанием постоянным током, либо с помощью двухфазных или многофазных обмоток.
Фирма достигла равномерного распределения составляющих компонентов, ликвидировала усадочные раковины и образование дендритной структуры в центре заготовки, получив там такую же мелкую структуру, как и в более быстро затвердевающих периферийных участках заготовки.
При движении перемещающегося поля вниз возникающие магнитные силы сжимают жидкую или тестообразную массу металла, препятствуя возникновению рыхлостей в центре заготовки. В случае, когда кристаллизатор охватывается обмоткой, питаемой двухфазным током, периодическое изменение направления тока в одной из фаз вызывает вибрацию, которая усиливает действие перемещающегося поля и особенно интенсивно увеличивает число центров кристаллизации.
Магнитное поле может создаваться с помощью обмотки, состоящей из водоохлаждаемой внутри трубки из немагнитного материала. Питание обмотки осуществляется двухфазным или многофазным током. Чтобы обеспечить достаточную проникающую способность поля, частота применяемого тока берется в прямой зависимости от величины сечения заготовки.
Обмотка устанавливается под кристаллизатором в месте, где затвердевшая корка заготовки уже достаточно прочна, чтобы выдержать гидростатическое и вызываемое полем давление расплавленного металла. Поскольку толщина корки зависит от большого числа факторов, необходимо регулировать длину обмотки в осевом направлении. Возможна также последовательная установка нескольких обмоток.
Для получения перемещающегося поля используется также роторное устройство, имеющее два или больше полюсов, обращенных в сторону заготовки. Оси вращения роторов в этом устройстве расположены под прямым углом к направлению движения заготовки.
Фирмой Manesmann в 1953 г. было обнаружено, что при непрерывном литье слитков железа и стали можно предотвратить образование рыхлости в центре заготовки, если подобрать необходимое соотношение между интенсивностью охлаждения и скоростью опускания заготовки.
Для этого использовалось воздействие вращающегося магнитного поля и вибрации. Наибольший эффект получался в случаях, когда условия охлаждения поддерживались неизменными. С этой целью работа велась либо при постоянной скорости литья, либо с возрастающей скоростью опускания отливаемой заготовки. При равномерном охлаждении заготовки не должно быть какого-либо снижения скорости и тем более остановки. Вибрация создается либо путем механических встряхиваний, либо звуковыми и ультразвуковыми колебаниями.
 Вращающиеся электромагнитные поля подвергаются сильному рассеиванию в стенках кристаллизатора и затвердевшей части заготовки, поэтому при размещении возбудителя вращающегося поля на кожухе кристаллизатора коэффициент полезного использования подводимой энергии получается весьма низкий.
Вращающиеся электромагнитные поля подвергаются сильному рассеиванию в стенках кристаллизатора и затвердевшей части заготовки, поэтому при размещении возбудителя вращающегося поля на кожухе кристаллизатора коэффициент полезного использования подводимой энергии получается весьма низкий.Фирма Vereinigte Leichtmetall-Werke в связи с этим предложила индукционное устройство, устанавливаемое на входной стороне кристаллизатора. Устройство представляет собой кольцо, набранное из листов трансформаторной стали подковообразной формы, перекрывающих обмотку и обращенных открытой стороной к кристаллизатору. На рис. 1458 и 1459 устройство показано в продольном разрезе и в плане.
Индукционное устройство состоит из водоохлаждаемой изнутри трубы 1 и кольца 2, набранного из подковообразных трансформаторных листов. Индукционный поток, проходя от одной стороны подковы к другой, пронизывает расплавленную ванну.
На рис. 1460 и 1461 представлено индукционное устройство небольшого диаметра.
Подача металла производится с внешней стороны кольца индуктора через раздвоенный желоб. Устройство позволяет даже при отливке слитков из сплавов, особо склонных к образованию трещин, обходиться без распределителя.
Из алюминия, меди и магния вели одновременно отливку двух заготовок диаметром 300 мм со скоростью 45 мм/мин. Одну заготовку отбивали с применением распределителя и без вращающегося поля, а вторую — без распределителя, но с применением индукционного устройства, согласно рис. 1458 и 1459.
Заготовка, отливавшаяся без движения металла в жидкой ванне, разорвалась, другая осталась совершенно целой. При отливке Al-Mn и Al-Zn-Cu сплавов были получены такие же результаты. При отливке последнего сплава движение металла в жидкой ванне дало дополнительный эффект — отсутствовала местная ликвация хрома.
Преимущество метода разливки при движении металла в жидкой ванне выявили и при отливке заготовок меньшего сечения. Слитки из сплава Al-Mg-Si диаметром 170 мм, отлитые без движения жидкого металла, получались с трещинами, а применение движения жидкого металла полностью устранило трещины.
Фирма Bohler установила, что в стали некоторых марок, несмотря на применение электромагнитного перемешивания жидкого металла, наблюдаются микроскопические частицы шлака. Для устранения этого фирма предложила создать в расплавленной части заготовки циркулирующие потоки, восходящие на периферии и направленные вниз в центре. Это может быть достигнуто с помощью устройства, представленного на рис. 1462 и 1463.
 На рис. 1462 вокруг расплавленной части заготовки создается прогрессирующее электромагнитное поле. С этой целью установлено несколько магнитных полюсов 1, полярность которых непрерывно меняется.
На рис. 1462 вокруг расплавленной части заготовки создается прогрессирующее электромагнитное поле. С этой целью установлено несколько магнитных полюсов 1, полярность которых непрерывно меняется.Циркулирующие потоки, направление которых указано стрелками, поднимают шлаковые частицы с более тяжелой металлической массой до свободной верхней поверхности заготовки, удаляются здесь от стенок кристаллизатора и собираются в середине, где шлаки легко могут быть сняты. Одновременно предотвращается образование поверхностного слоя окислов, а также кольцеобразных спаев.
Кристаллизатор, изображенный на рис. 1463, охватывается кольцеобразной обмоткой 2 с железным сердечником 3. Возвратно-поступательное движение кристаллизатора вверх и вниз сохраняется и при непрерывном литье высоколегированных сталей. При этом подача металла в жидкую часть заготовки в момент опускания производиться не должна.
В 1956 г. Ман и Риперт опубликовали отчет о проведенных фирмой Fuchs опытах по непрерывному литью стали.
Проводилось сравнение результатов литья без перемешивания, с механическим перемешиванием (схематически представлено на рис. 1464) и использованием устройства для индукционного перемешивания, согласно рис. 1460 и 1461. В последнем устройстве, в отличие от схем Шаабера и Юнганса, индукционные потоки не только не углубляли жидкую лунку, но даже выравнивали ее. При этом исключалось втягивание в металл каких-либо окислов.
Исследователи установили, что вращательное механическое перемешивание жидкой части заготовки способствует измельчению структуры и уменьшению образования неслитин, однако повышается опасность появления трещин. Индукционное вертикальное перемешивание также способствует образованию мелкозернистой структуры, снижает опасность образования трещин и вызывает увеличение неслирин.
Исследование проводилось в основном на заготовках диаметром 300 мм из сплавов Al-Zn-Mg и Al-Cu-Mg.
При непрерывном литье сплава Al-Cu-Mg имеется возможность влиять на обратную ликвацию слитка. С помощью устройства для индукционного перемешивания можно предотвратить ликвацию компонентов сплава, не растворенных при температуре непрерывного литья, как это было показано на примере сплава Al-Cu-Mg, содержащего свинец.
- Вибрация разливочного устройства и расплавленного металла
- Смазка
- Неметаллические рабочие поверхности крсталлизатора
- Металлические рабочие поверхности кристаллизатора
- Резка слитка на мерные длины
- Удаление слитка из литейной машины
- Регулирование скорости вытягивания слитка
- Устройства для вытягивания слитка
- Устройства для опускания слитка при полунепрерывном литье
- Механизм опускания слитка
