Кристаллизационное растрескивание аустенитных нержавеющих сталей при сварке
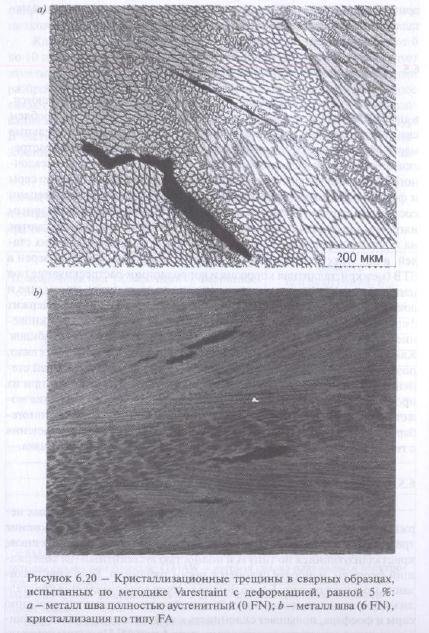
Кристаллизационное растрескивание при сварке аустенитных нержавеющих сталей может быть значительной проблемой. Образование трещин, прежде всего, зависит от химического состава. Металл швов, кристаллизующийся по типу А и полностью аустенитный (не содержащий феррита), наиболее склонен к таким трещинам. Если кристаллизация проходит по типу FA, то металл хорошо сопротивляется кристаллизационному растрескиванию. Высокий уровень примесей, особенно серы и фосфора, повышает склонность к кристаллизационным трещинам у сталей, кристаллизующихся по типу А или AF. Примеры кристаллизационных трещин в металле сварных швов, кристаллизующихся по типу А и FA, приведены на рис. 6.20. Условия закрепления при сварке и тип сварного соединения также оказывают влияние на склонность к образованию трещин, особенно когда при кристаллизации первоначально образуется аустенит (тип А или AF). Условия сварки, которые предполагают наличие жестких закреплений при кристаллизации металла шва, приводят к увеличению склонности к растрескиванию. Значительные тепловложения при сварке, характерные для широких валиков шва, или излишне высокая скорость сварки, дающая каплевидную форму сварочной ванны, приводят к увеличению склонности к кристаллизационным трещинам. Вогнутая форма валика и незаваренные кратеры, образующиеся в процессе остановки сварки, также способствуют образованию кристаллизационных трещин.
 Кристаллизационное растрескивание сварных швов существенно зависит от химического состава, и на рис. 6.21 схематично показана склонность к растрескиванию в зависимости от значения Cr/Ni (эквиваленты по диаграмме WRC-1992). Следует отметить, что металл, химический состав которого в процессе кристаллизации (типа А и AF) образует первичный аустенит, наиболее склонен к растрескиванию, в то время как при кристаллизации по типу FA имеет место наиболее высокая сопротивляемость растрескиванию. Склонность к растрескиванию при кристаллизации по типу F выше, чем при кристаллизации по типу FA, но ниже, чем при кристаллизации по типу А и AF. Таким образом, химический состав может быть использован для контроля образования кристаллизационных трещин. Было показано, что образование первичного феррита при кристаллизации типа FA обеспечивает высокое сопротивление образованию горячих трещин по сравнению со сталями, кристаллизующимися как чистый аустенит. Главной причиной для такого высокого сопротивления образованию горячих трещин является присутствие двухфазной смеси аустенит + феррит вдоль границ зерен в конце процесса кристаллизации, что затрудняет смачивание жидкими пленками и создает извилистую границу, вдоль которой должны распространяться трещины.
Кристаллизационное растрескивание сварных швов существенно зависит от химического состава, и на рис. 6.21 схематично показана склонность к растрескиванию в зависимости от значения Cr/Ni (эквиваленты по диаграмме WRC-1992). Следует отметить, что металл, химический состав которого в процессе кристаллизации (типа А и AF) образует первичный аустенит, наиболее склонен к растрескиванию, в то время как при кристаллизации по типу FA имеет место наиболее высокая сопротивляемость растрескиванию. Склонность к растрескиванию при кристаллизации по типу F выше, чем при кристаллизации по типу FA, но ниже, чем при кристаллизации по типу А и AF. Таким образом, химический состав может быть использован для контроля образования кристаллизационных трещин. Было показано, что образование первичного феррита при кристаллизации типа FA обеспечивает высокое сопротивление образованию горячих трещин по сравнению со сталями, кристаллизующимися как чистый аустенит. Главной причиной для такого высокого сопротивления образованию горячих трещин является присутствие двухфазной смеси аустенит + феррит вдоль границ зерен в конце процесса кристаллизации, что затрудняет смачивание жидкими пленками и создает извилистую границу, вдоль которой должны распространяться трещины. Содержание феррита в металле шва при комнатной температуре может быть использовано для предсказуемого поведения металла при кристаллизации. Если ферритное число равно нулю, то предполагается, что сталь кристаллизуется по типу А. При значениях ферритного числа между 0 и 3 кристаллизация, возможно, пойдет по типу AF. При значениях более 3 FN, но менее чем 20 FN кристаллизация наиболее вероятно пойдет по типу FA. Указанное ранее последнее значение FN обеспечивает наивысшую стойкость к горячим трещинам. Однако следует обратить внимание, что на диаграмме WRC-1992 граница, отделяющая типы кристаллизации AF и FA, не параллельна изоферритным линиям. Сталь химического состава, анологичного присадочному материалу AWS А5.4 16-8-2 (с содержанием хрома 16 %, никеля 8 % и молибдена 2 %), согласно прогнозу диаграммы должна кристаллизоваться как первичный феррит, даже при значении ферритного числа менее 2. Известно, что такие стали имеют высокое сопротивление к образованию кристаллизационных трешин. Наоборот, высоколегированные стали, такие как марки 317LM и 209, могут кристаллизоваться как первичный аустенит при значениях ферритного числа от 5 или более и чувствительны к образованию кристаллизационных трещин при 3 FN или 4 FN или даже более.
Содержание феррита в металле шва при комнатной температуре может быть использовано для предсказуемого поведения металла при кристаллизации. Если ферритное число равно нулю, то предполагается, что сталь кристаллизуется по типу А. При значениях ферритного числа между 0 и 3 кристаллизация, возможно, пойдет по типу AF. При значениях более 3 FN, но менее чем 20 FN кристаллизация наиболее вероятно пойдет по типу FA. Указанное ранее последнее значение FN обеспечивает наивысшую стойкость к горячим трещинам. Однако следует обратить внимание, что на диаграмме WRC-1992 граница, отделяющая типы кристаллизации AF и FA, не параллельна изоферритным линиям. Сталь химического состава, анологичного присадочному материалу AWS А5.4 16-8-2 (с содержанием хрома 16 %, никеля 8 % и молибдена 2 %), согласно прогнозу диаграммы должна кристаллизоваться как первичный феррит, даже при значении ферритного числа менее 2. Известно, что такие стали имеют высокое сопротивление к образованию кристаллизационных трешин. Наоборот, высоколегированные стали, такие как марки 317LM и 209, могут кристаллизоваться как первичный аустенит при значениях ферритного числа от 5 или более и чувствительны к образованию кристаллизационных трещин при 3 FN или 4 FN или даже более.Преимущества кристамизации с образованием первичного феррита
Для объяснения положительного влияния феррита или феррит-ной кристаллизации на стойкость к образованию кристаллизационных трещин применительно к аустенитным нержавеющим сталям был использован ряд известных факторов. Эти факторы приведены в табл. 6.10. Некоторые из них, как впоследствии было установлено, незначительно влияют либо вообще не влияют на склонность к образованию трещин, что отмечено в правой колонке табл. 6.10. Примеси, прежде всего сера и фосфор, имеют повышенную растворимость в феррите, что ограничивает "выталкивание" этих элементов в междендритные объемы при первичной кристаллизации. Однако наиболее важные факторы — природа смачивания и извилистость границ зерен, которая возникает, если в конце процесса кристаллизации одновременно присутствуют феррит и аустенит.
 При кристаллизации по типу FA границы феррит—аустенит присутствуют в конце процесса кристаллизации, при этом одновременно ухудшается смачивание жидкими пленками, и создаются крайне неплоские траектории трещин. Так, если возникла одна трещина, ей крайне трудно развиваться по такой извилистой границе. Обе границы аустенит—аустенит (тип кристаллизации А) и феррит—феррит (тип кристаллизации F) значительно прямее, так как на них отсутствует второй компонент кристаллизации, что сильно способствует распространению трещины.
При кристаллизации по типу FA границы феррит—аустенит присутствуют в конце процесса кристаллизации, при этом одновременно ухудшается смачивание жидкими пленками, и создаются крайне неплоские траектории трещин. Так, если возникла одна трещина, ей крайне трудно развиваться по такой извилистой границе. Обе границы аустенит—аустенит (тип кристаллизации А) и феррит—феррит (тип кристаллизации F) значительно прямее, так как на них отсутствует второй компонент кристаллизации, что сильно способствует распространению трещины.При кристаллизации по типу AF вдоль относительно гладкой границы аустенит—аустенит присутствует некоторое количество феррита, что обеспечивает определенное повышение стойкости по сравнению с чисто аустенитной кристаллизацией (тип А).
 Влияние извилистости границ схематично показано на рис. 6.22. Кристаллизационные трещины в сварных швах возникают преимущественно вдоль границ зерен кристаллизации. При кристаллизации по типу А эти границы, сильно спрямленные, не содержат остаточного феррита и приводят к низкому сопротивлению распространению трещин, если жидкие пленки смачивают границы. Наоборот, при кристаллизации по типу FA на этих границах имеется смесь феррита и аустенита, которая снижает смачиваемость жидкими пленками и усложняет распространение трещин, так как последние должны распространяться по очень извилистым границам аустенит—феррит.
Влияние извилистости границ схематично показано на рис. 6.22. Кристаллизационные трещины в сварных швах возникают преимущественно вдоль границ зерен кристаллизации. При кристаллизации по типу А эти границы, сильно спрямленные, не содержат остаточного феррита и приводят к низкому сопротивлению распространению трещин, если жидкие пленки смачивают границы. Наоборот, при кристаллизации по типу FA на этих границах имеется смесь феррита и аустенита, которая снижает смачиваемость жидкими пленками и усложняет распространение трещин, так как последние должны распространяться по очень извилистым границам аустенит—феррит.Использование прогнозирующих диаграмм
Разработан ряд диаграмм, прогнозирующих склонность металла к горячим трещинам в зависимости от химического состава. Одной из старейших была диаграмма, опубликованная в 1980 г., предложенная авторами работы. Как правило, ее называют диаграммой Suutala. Эта диаграмма, приведенная на рис. 6.23, была разработана на основе большого количества опубликованных работ, посвященных склонности металла швов аустенитных нержавеющих сталей к растрескиванию. Аналогичные разработки были выполнены авторами работы. Приведенная диаграмма демонстрирует важность влияния химического состава на склонность металла швов аустенитных нержавеющих сталей к растрескиванию. По мере достижения значения Crэк/Niэк выше критического стойкость против образования трещин резко возрастает независимо от уровня содержания примесей. Этот резкий переход связан с изменением типа кристаллизации — от первичного аустенита к первичному ферриту.
 Крайне низкое содержание серы и фосфора способствует высокому сопротивлению к образованию трещин для целого диапазона химического состава сталей. Достижение столь низкого содержания этих примесей, в целом, экономически нецелесообразно при использовании обычных способов плавки. Аргонокислородная декарбюризация (AOD) может существенно снизить содержание серы, но не повлияет на содержание фосфора. Даже в весьма "чистых" сталях полагают, что содержание серы и фосфора превышает 0,02 %. В результате, наилучший способ борьбы с трещинами — регулирование процессом кристаллизации.
Крайне низкое содержание серы и фосфора способствует высокому сопротивлению к образованию трещин для целого диапазона химического состава сталей. Достижение столь низкого содержания этих примесей, в целом, экономически нецелесообразно при использовании обычных способов плавки. Аргонокислородная декарбюризация (AOD) может существенно снизить содержание серы, но не повлияет на содержание фосфора. Даже в весьма "чистых" сталях полагают, что содержание серы и фосфора превышает 0,02 %. В результате, наилучший способ борьбы с трещинами — регулирование процессом кристаллизации.Диаграмма WRC-1992 может быть также использована одновременно для оценки содержания феррита (в терминах ферритного числа) и характера кристаллизации. Как описано ранее, эта Диаграмма была разработана за счет усилий подкомиссии по нержавеющим сталям Совета по исследованиям в области сварки (WRC). Сотни сварных швов были исследованы для определения ферритного числа и характера кристаллизации в зависимости от химического состава. Исходя из химического состава коммерческих аустенитных нержавеющих сталей и соответствующих присадочных материалов, можно ожидать изменение ферритного числа в диапазоне от 0 до 20. В пределах диапазона колебания химического состава, определяемого стандартами для данной марки стали, тип кристаллизации может меняться от А до FA или даже F с соответствующим диапазоном изменения ферритного числа. Таким образом, склонность металла шва к образованию трещин можно прогнозировать путем нанесения соответствующего химического состава на диаграмму WRC-1992 и определения типа кристаллизации металла такого химического состава. Как отмечалось ранее, металл химического состава, лежащий в областях кристаллизации типа А и AF, будет более склонен к растрескиванию, чем лежащий в области кристаллизации FA.
 Если состав основного и присадочного металла известен, то ферритное число и тип кристаллизации можно оценить с помощью диаграммы, как показано на рис. 6.24. В этом примере полностью аустенмтный основной металл сваривается с применением присадочного материала с ферритным числом 10 FN. Химический состав металла любого сварного шва, сформированного на базе этих материалов, должен лежать на прямой линии, соединяющей соответствующие точки. Положение на самой линии определяется долей участия основного и присадочного металлов (в переводимой монографии — степенью "разбавления" присадочного металла основным). Если такое "разбавление" составляет 50 % (случай 1), то металл шва кристаллизуется по типу AF и имеет 1 FN. Такой металл шва потенциально может быть склонен к кристаллизационным трещинам в условиях достаточно жестких закреплений. Если "разбавление" присадочного металла снижается до 20 % (случай 2, что типично при низких тепловложениях), то тип кристаллизации — FA при значении ферритного числа, равного 6. Следует ожидать, что металл такого шва будет весьма стоек к образованию трещин, даже в случае наличия жестких закреплений.
Если состав основного и присадочного металла известен, то ферритное число и тип кристаллизации можно оценить с помощью диаграммы, как показано на рис. 6.24. В этом примере полностью аустенмтный основной металл сваривается с применением присадочного материала с ферритным числом 10 FN. Химический состав металла любого сварного шва, сформированного на базе этих материалов, должен лежать на прямой линии, соединяющей соответствующие точки. Положение на самой линии определяется долей участия основного и присадочного металлов (в переводимой монографии — степенью "разбавления" присадочного металла основным). Если такое "разбавление" составляет 50 % (случай 1), то металл шва кристаллизуется по типу AF и имеет 1 FN. Такой металл шва потенциально может быть склонен к кристаллизационным трещинам в условиях достаточно жестких закреплений. Если "разбавление" присадочного металла снижается до 20 % (случай 2, что типично при низких тепловложениях), то тип кристаллизации — FA при значении ферритного числа, равного 6. Следует ожидать, что металл такого шва будет весьма стоек к образованию трещин, даже в случае наличия жестких закреплений.Влияние примесей
Хорошо известно, что примеси, в особенности сера и фосфор, приводят к образованию кристаллизационных трещин в сталях. Даже очень низкие концентрации этих элементов могут привести к образованию трещин в сварных швах аустенитных нержавеющих сталей, если при кристаллизации образуется первичный аустенит (тип кристаллизации А или AF). Это четко просматривается на диаграмме Suutala (см. рис. 6.23), откуда следует, что суммарное содержание серы и фосфора на уровне 0,02 % достаточно для образования трещин при значении Crэк/Niэк менее 1,48.
Обычно суммарное содержание серы и фосфора в нержавеющих сталях находится в диапазоне от 0,02 до 0,05 % в зависимости от марки стали и требований нормативной документации. Удаление серы из нержавеющей стали — процесс несложный при использовании плавки по технологии аргонокислородной декарбюризации (AOD). В этом случае газовая смесь аргона с кислородом продувается через расплавленную сталь для снижения содержания углерода с образованием и выделением угарного (CO) и углекислого (CO2) газов. При этом сера, окисляясь кислородом, образует SO2 и уходит из расплава. При использовании такого способа переплава в сталях можно достигнуть весьма низкого содержания серы — 0,001 % (10 ppm). К сожалению, удаление фосфора — более трудный процесс и уровня его содержания менее 0,02 % можно достичь только четким контролем исходных материалов.
В работах авторов было показано, что фосфор фактически может быть более опасен, чем сера, относительно возможности образования кристаллизационных трещин в металле шва. Однако авторы этих работ рекомендуют снизить содержание серы и фосфора до уровня ниже 0,002 %, чтобы исключить кристаллизационные трещины в полностью аустенитном металле шва. Влияние этих вредных примесей на образование кристаллизационных трещин в полностью аустенитном металле шва 25Cr—20Ni при использовании испытания по методике Varestraint приведено на рис. 6.25. С практической точки зрения достижение достаточно низких уровней содержания этих примесей для минимизации вероятности образования или полного исключения растрескивания в полностью аустенитном металле шва нерационально при использовании коммерческих методов производства стали. Таким образом, управление процессом кристаллизации является первостепенной задачей.
 В результате исследования дуговой сварки вольфрамовым электродом в защитном газе специальных плавок стали марки 308 с весьма низким содержанием феррита авторы работы установили, что фосфор сильнее, чем сера, способствует образованию кристаллизационных трещин в зоне расплавления. Однако они также установили, что в ЗТВ наоборот — сера сильнее, чем фосфор, способствует образованию кристаллизационных трещин. Усложняющим фактором снижения серы до очень низких уровней является то обстоятельство, что сера положительно влияет на глубину проплавления. Авторы работы установили, что швы при содержании серы в основном металле менее 0,005 %., выполненные дуговой сваркой вольфрамовым электродом в защитном газе, имеют крайне низкую глубину проплавления. Авторы этой работы отнесли этот факт к проявлению эффекта конвекции за счет сил поверхностного натяжения жидкого металла в сварочной ванне (эффект Marangoni). Если содержание серы слишком мало, поверхностное натяжение в металле сварочной ванны понижается с ростом температуры, в связи с чем наиболее горячий металл непосредственно из-под дуги оттягивается к краям сварочной ванны. В результате этого образуется широкая сварочная ванна с неглубоким проплавлением. С другой стороны, при большем содержании серы поверхностное натяжение возрастает с ростом температуры. При этом жидкий металл оттягивается по поверхности в сторону центра, где он может двигаться только вниз. Наиболее горячий металл опускается вниз, образуя узкий шов с глубоким проплавлением. Таким образом, с целью предотвращения образования трещин желательно снизить содержание серы до очень низких уровней, но это не всегда выгодно с точки зрения производительности процесса сварки.
В результате исследования дуговой сварки вольфрамовым электродом в защитном газе специальных плавок стали марки 308 с весьма низким содержанием феррита авторы работы установили, что фосфор сильнее, чем сера, способствует образованию кристаллизационных трещин в зоне расплавления. Однако они также установили, что в ЗТВ наоборот — сера сильнее, чем фосфор, способствует образованию кристаллизационных трещин. Усложняющим фактором снижения серы до очень низких уровней является то обстоятельство, что сера положительно влияет на глубину проплавления. Авторы работы установили, что швы при содержании серы в основном металле менее 0,005 %., выполненные дуговой сваркой вольфрамовым электродом в защитном газе, имеют крайне низкую глубину проплавления. Авторы этой работы отнесли этот факт к проявлению эффекта конвекции за счет сил поверхностного натяжения жидкого металла в сварочной ванне (эффект Marangoni). Если содержание серы слишком мало, поверхностное натяжение в металле сварочной ванны понижается с ростом температуры, в связи с чем наиболее горячий металл непосредственно из-под дуги оттягивается к краям сварочной ванны. В результате этого образуется широкая сварочная ванна с неглубоким проплавлением. С другой стороны, при большем содержании серы поверхностное натяжение возрастает с ростом температуры. При этом жидкий металл оттягивается по поверхности в сторону центра, где он может двигаться только вниз. Наиболее горячий металл опускается вниз, образуя узкий шов с глубоким проплавлением. Таким образом, с целью предотвращения образования трещин желательно снизить содержание серы до очень низких уровней, но это не всегда выгодно с точки зрения производительности процесса сварки.Если кристаллизация происходит по типу FA, то сопротивление образованию горячих трещин весьма высоко, независимо от содержания примесей. Как показано на диаграмме Suutala (см. рис. 6.23), если кристаллизация происходит по типу FA (значение Crэк/Niэк более 1,48), то можно допустить весьма высокий уровень суммарного содержания серы и фосфора при отсутствии трещин. Это было проверено авторами работ, которые показали, что автоматные стали с высоким содержанием серы (марка 303S) можно сваривать без трещин, если кристаллизация сохраняется по типу FA. Это показано на рис. 6.26 как для дуговой сварки вольфрамовым электродом в защитном газе, так и для импульсной лазерной сварки.
 Следует обратить внимание, что существуют диапазоны значения Сrэк/Niэк, при которых не образуются трещины для обоих процессов сварки: от 1,55 до 1,9 для дуговой вольфрамовым электродом в защитном газе, более 1,7 — для импульсной лазерной. Нижняя граница для швов, выполненных дуговой сваркой вольфрамовым электродом в защитном газе, несколько выше, чем предполагает диаграмма Suutala (Crэк/Niэк = 1,48), но переход склонности к образованию трещин является также четким, поскольку отражает изменение в характере кристаллизации — переход от первичного аустенита к первичному ферриту. Увеличение склонности к образованию трещин при больших значениях Crэк/Niэк (примерно 1,9) отражает изменение типа кристаллизации от FA к F. Наличие границ феррит—феррит в конце процесса кристаллизации способствует лучшему смачиванию жидкими пленками, обогащенными серой, чем при наличии границ аустенит-феррит, которые присутствуют при кристаллизации по типу FA.
Следует обратить внимание, что существуют диапазоны значения Сrэк/Niэк, при которых не образуются трещины для обоих процессов сварки: от 1,55 до 1,9 для дуговой вольфрамовым электродом в защитном газе, более 1,7 — для импульсной лазерной. Нижняя граница для швов, выполненных дуговой сваркой вольфрамовым электродом в защитном газе, несколько выше, чем предполагает диаграмма Suutala (Crэк/Niэк = 1,48), но переход склонности к образованию трещин является также четким, поскольку отражает изменение в характере кристаллизации — переход от первичного аустенита к первичному ферриту. Увеличение склонности к образованию трещин при больших значениях Crэк/Niэк (примерно 1,9) отражает изменение типа кристаллизации от FA к F. Наличие границ феррит—феррит в конце процесса кристаллизации способствует лучшему смачиванию жидкими пленками, обогащенными серой, чем при наличии границ аустенит-феррит, которые присутствуют при кристаллизации по типу FA.Измерение содержания феррита
Очевидно, что содержание феррита в металле шва является важным, так как оно является индикатором характера кристаллизации металла шва и связанной с ним стойкостью к растрескиванию. Использование только химического состава может быть недостаточным для прогнозирования характера кристаллизации и содержания феррита, поскольку небольшие колебания в химическом составе вследствие различных методов анализа могут привести к значительным изменениям в прогнозируемом поведении металла. Это особенно важно для содержания углерода и азота, которые являются потенциальными аустенизаторами (аустенитоускорительными элементами). Итак, важным является точное измерение содержания феррита в металле шва. Это возможно при использовании техники металлографических измерений, которая требует изготовления многочисленных шлифов и специальных методик оценки. Такие методики имеют три основных недостатка. Во-первых, эти разрушающие методы контроля, предполагающие изготовление шлифов из реальных сварных швов, не позволяют вести исследования в полевых условиях. Во-вторых, они требуют больших затрат времени и изначально неточны, если не изготавливается большое количество шлифов из разных участков шва и их различной ориентации в пространстве. В-третьих, повторяемость результатов исследований среди ряда лабораторий по определению процентного содержания феррита металлографическими методами, как было показано в работе, низка.
На этих основаниях были разработаны и стандартизованы магнитные методы. Данные методы основаны на том факте, что феррит, в отличие от аустенита, при комнатной температуре является ферромагнетиком. Один из наиболее широко используемых методов основывается на оценке силы (называемой отрывающей), необходимой для отрыва маленького магнита от поверхности сварного шва в зависимости от содержания феррита. Был спроектирован ряд инструментальных средств на основе этого принципа, наиболее признанными из них являются MagneGage и Severn Gage. Для калибровки MagneGage был разработан стандарт AWS А4.2-98 для использования вторичных образцов металла шва, в иных случаях применялись стандарты первичной толщины покрытия. Аналогичные принципы и процедуры калибровки отображены в ISO 8249.
В другой методике используется датчик вихревых токов для определения содержания феррита. Приборы такого типа, как Fischer FeritScope, весьма удобны в полевых условиях, поскольку они портативны и позволяют осуществлять доступ к малым пространствам. Эти приборы можно калибровать на вторичных образцах металла шва, но они воспроизводят результаты, идентичные приборам MagneGage. Все приборы могут калиброваться для измерения содержания феррита в значениях ферритного числа (FN). FN с объемным процентом феррита четко не коррелируется, а изменяется в диапазоне от 0 до 140 FN или более в зависимости от состава феррита. При величинах FN менее 8 оно практически совпадает с объемным процентом феррита. В металле шва аустенитных и дуплексных сталей при более высоких значениях ферритного числа объемный процент феррита может быть около 70 % значения FN.
Влияние кристаллизации с высокой скоростью
Диаграммы Suutala и WRC-1992 обычно достаточны для прогнозирования характера кристаллизации и склонности к образованию трещин при сварке аустенитных нержавеющих сталей. Однако в условиях кристаллизации с высокой скоростью может произойти изменение характера кристаллизации, а с помощью указанных диаграмм точно прогнозировать характер кристаллизации или содержание феррита окажется невозможным. Это было изучено рядом исследователей. В целом большинство специалистов согласилось, что изменение характера кристаллизации от первичного феррита к первичному аустениту связано с переохлаждением вершин дендритов, как было отмечено авторами работы. Указанное явление применительно к сварным швам аустенитных нержавеющих сталей было описано достаточно детально авторами. В условиях кристаллизации с высокими скоростями переохлаждение вершин дендритов увеличивает стабильность аустенита по отношению к ферриту как первичной фазы кристаллизации. Это схематично показано на рис. 6.27. Предпочтительной фазой кристаллизации будет та, у которой наивысшая температура вершин дендритов при данной скорости роста. Таким образом, с увеличением скорости образуется аустенит вместо феррита. В сталях, которые в нормальных условиях кристаллизовались бы как феррит, при низком значении Crэк/Niэк критическая скорость роста при аустенитной кристаллизации обозначена как RCl (см. рис. 6.27). По мере увеличения значения Crэк/Niэк требуются более высокие скорости роста для образования аустенита при кристаллизации, что отображается значением RCl.
 Признав это явление и его влияние на образование кристаллизационных трещин, авторы работы разработали модифицированную версию диаграммы Suutala, основанную на высокой скорости кристаллизации в условиях импульсной лазерной сварки (рис. 6.28). Указанная диаграмма также применима для других процессов сварки, обеспечивающих крайне высокие скорости кристаллизации, такие как электроннолучевая или дуговая сварка вольфрамовым электродом в защитном газе при высоких скоростях сварки. Следует отметить, что по отношению к оригинальной диаграмме Suutala существует разграничение между понятиями "трещина присутствует", "трещина отсутствует". Для трещин, образовавшихся в сварных швах, выполненных дуговой сваркой, критическое эквивалентное отношение, основанное на эквивалентах авторов применительно к швам, выполненным импульсной лазерной сваркой, сдвинуто в сторону более высоких значений (от 1,48 до 1,68). Как следствие, стали, имеющие достаточную стойкость против образования трещин при "нормальных" условиях кристаллизации, могут быть склонны к образованию трещин при весьма высоких скоростях кристаллизации.
Признав это явление и его влияние на образование кристаллизационных трещин, авторы работы разработали модифицированную версию диаграммы Suutala, основанную на высокой скорости кристаллизации в условиях импульсной лазерной сварки (рис. 6.28). Указанная диаграмма также применима для других процессов сварки, обеспечивающих крайне высокие скорости кристаллизации, такие как электроннолучевая или дуговая сварка вольфрамовым электродом в защитном газе при высоких скоростях сварки. Следует отметить, что по отношению к оригинальной диаграмме Suutala существует разграничение между понятиями "трещина присутствует", "трещина отсутствует". Для трещин, образовавшихся в сварных швах, выполненных дуговой сваркой, критическое эквивалентное отношение, основанное на эквивалентах авторов применительно к швам, выполненным импульсной лазерной сваркой, сдвинуто в сторону более высоких значений (от 1,48 до 1,68). Как следствие, стали, имеющие достаточную стойкость против образования трещин при "нормальных" условиях кристаллизации, могут быть склонны к образованию трещин при весьма высоких скоростях кристаллизации. Как было изложено ранее, резкий сдвиг в критическом значении Сrэк/Niэк в условиях кристаллизации с высокой скоростью является следствием изменения характера кристаллизации в таких условиях. В некоторых сталях, которые в "нормальных" условиях кристаллизовались бы как первичный феррит, при значении (Crэк/Niэк)WRC от 1,35 до 1,55, образуется первичный аустенит при кристаллизации по типу А. Как следствие, эти стали могут быть склонны при сварке к образованию кристаллизационных трещин. На рис. 6.29 показан переход от кристаллизации первичного аустенита до кристаллизации первичного феррита при высоких скоростях кристаллизации, при этом график построен с использованием соотношений эквивалентов по диаграмме WRC-1992.
Как было изложено ранее, резкий сдвиг в критическом значении Сrэк/Niэк в условиях кристаллизации с высокой скоростью является следствием изменения характера кристаллизации в таких условиях. В некоторых сталях, которые в "нормальных" условиях кристаллизовались бы как первичный феррит, при значении (Crэк/Niэк)WRC от 1,35 до 1,55, образуется первичный аустенит при кристаллизации по типу А. Как следствие, эти стали могут быть склонны при сварке к образованию кристаллизационных трещин. На рис. 6.29 показан переход от кристаллизации первичного аустенита до кристаллизации первичного феррита при высоких скоростях кристаллизации, при этом график построен с использованием соотношений эквивалентов по диаграмме WRC-1992.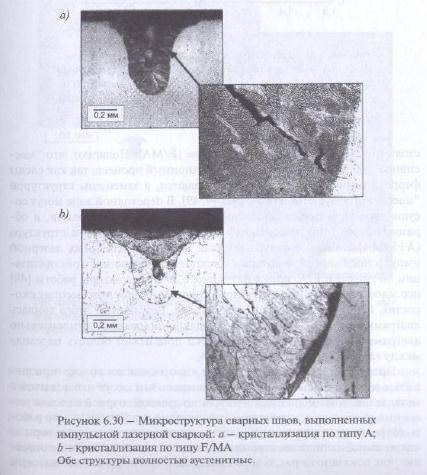 При значении отношения эквивалентов по WRC-1992 более 1,55, в результате кристаллизации, образуется феррит, но этот феррит может полностью превратиться в аустенит при охлаждении в твердом состоянии как "массивное" превращение (F/MA). Полагают, что "массивное" превращение — это бездиффузионный процесс, так как следы феррита в микроструктуре не наблюдаются, а замешены структурой "массивного" аустенита (MA). В переходной зоне могут сосуществовать аустенит, сформированный при кристаллизации, и образовавшаяся при "массивном" превращении из феррита структура (A+F/MA). Микроструктура металла швов, выполненных лазерной импульсной сваркой, в которых имеются составляющие кристаллизации по типу А и F/A, показана на рис, 6.30. Ранее авторы работы исследовали изменение в характере кристаллизации при высоких скоростях, используя широкую гамму сталей. Результатом этого явилась диаграмма (рис. 6.31), несколько модифицированная относительно диаграммы на рис. 6.28, которая четко показывает область перехода между типами кристаллизации А и FA.
При значении отношения эквивалентов по WRC-1992 более 1,55, в результате кристаллизации, образуется феррит, но этот феррит может полностью превратиться в аустенит при охлаждении в твердом состоянии как "массивное" превращение (F/MA). Полагают, что "массивное" превращение — это бездиффузионный процесс, так как следы феррита в микроструктуре не наблюдаются, а замешены структурой "массивного" аустенита (MA). В переходной зоне могут сосуществовать аустенит, сформированный при кристаллизации, и образовавшаяся при "массивном" превращении из феррита структура (A+F/MA). Микроструктура металла швов, выполненных лазерной импульсной сваркой, в которых имеются составляющие кристаллизации по типу А и F/A, показана на рис, 6.30. Ранее авторы работы исследовали изменение в характере кристаллизации при высоких скоростях, используя широкую гамму сталей. Результатом этого явилась диаграмма (рис. 6.31), несколько модифицированная относительно диаграммы на рис. 6.28, которая четко показывает область перехода между типами кристаллизации А и FA. Превращения, описанные ранее, протекают не только при использовании лазерной импульсной сварки. Они могут наблюдаться в металле швов, выполненных электронно лучевой сваркой с весьма высокими скоростями, как было показано авторами. Автор работы наблюдал изменение характера кристаллизации по оси сварных швов, выполненных электронно лучевой сваркой 304L, Это изменение, как показано на рис. 6.32. Было связано с наличием более высокой скорости кристаллизации по оси шва по отношению к другим объемам сварного шва. Аналогичные процессы наблюдали авторы работы в сварных швах, выполненных дуговой сваркой вольфрамовым электродом в защитном газе на высоких скоростях, что привело к формированию каплевидной сварочной ванны. Переход от кристаллизации с образованием первичного феррита к кристаллизации с образованием первичного аустенита наблюдался по оси шва.
Превращения, описанные ранее, протекают не только при использовании лазерной импульсной сварки. Они могут наблюдаться в металле швов, выполненных электронно лучевой сваркой с весьма высокими скоростями, как было показано авторами. Автор работы наблюдал изменение характера кристаллизации по оси сварных швов, выполненных электронно лучевой сваркой 304L, Это изменение, как показано на рис. 6.32. Было связано с наличием более высокой скорости кристаллизации по оси шва по отношению к другим объемам сварного шва. Аналогичные процессы наблюдали авторы работы в сварных швах, выполненных дуговой сваркой вольфрамовым электродом в защитном газе на высоких скоростях, что привело к формированию каплевидной сварочной ванны. Переход от кристаллизации с образованием первичного феррита к кристаллизации с образованием первичного аустенита наблюдался по оси шва.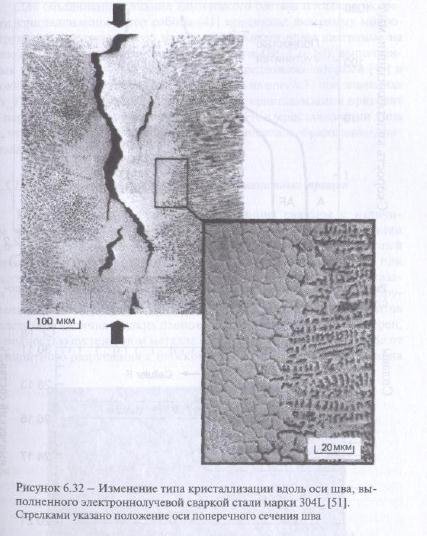 Для объединения влияния химического состава металла и скорости кристаллизации автор работы предложил диаграмму микроструктуры, представленную на рис. 6.33. Аналогичная диаграмма на базе сварных швов, имеющих тройной сплав (Fe-Cr-Ni)7 выполненных электронно лучевой сваркой, также предложена авторами и показана на рис. 6.34. Следует отметить, что на рис. 6.33 при значениях Crэк/Niэк. от 1,3 до 1,6 увеличение скорости кристаллизации приводит к переходу от кристаллизации типа AF и FA к кристаллизации типа А, что может привести к повышению склонности к образованию кристаллизационных трещин.
Для объединения влияния химического состава металла и скорости кристаллизации автор работы предложил диаграмму микроструктуры, представленную на рис. 6.33. Аналогичная диаграмма на базе сварных швов, имеющих тройной сплав (Fe-Cr-Ni)7 выполненных электронно лучевой сваркой, также предложена авторами и показана на рис. 6.34. Следует отметить, что на рис. 6.33 при значениях Crэк/Niэк. от 1,3 до 1,6 увеличение скорости кристаллизации приводит к переходу от кристаллизации типа AF и FA к кристаллизации типа А, что может привести к повышению склонности к образованию кристаллизационных трещин.Морфология разрушения кристаллизационных трещин
Поскольку кристаллизационные трещины связаны с наличием жидких пленок по границам зерен и субзерен кристаллизации, внешне поверхность разрушения имеет дендритный характер. Типичная поверхность кристаллизационной трещины при рассмотрении ее в электронном сканирующем микроскопе показана на рис. 6.35. Соответствующий внешний вид поверхности разрушения является результатом разделения противостоящих дендритов вследствие наличия жидких пленок вдоль границ зерен или субзерен. В полностью аустенитном металле швов может произойти переход от дендритного разрушения к плоскому, что схематично изображено на рис. 6.36. Происходит это вследствие начала кристаллизации металла границ зерен, в таком случае утрачивается дендритный характер границ. Трещины распространяются вдоль, по сути дела, мигрирующей границы.

 В целом поверхности кристаллизационных трещин сварных швов почти полностью носят дендритный характер. Наличие морфологии, показанной на рис. 6.35, является надежным признаком того, что образование трещин наиболее вероятно произойдет в процессе кристаллизации, а не в твердом состоянии. Другие механизмы растрескивания при повышенной температуре, например, растрескивание за счет провала пластичности, реализуются в металле швов вдоль мигрирующих границ зерен и не носят четко выраженного дендритного характера.
В целом поверхности кристаллизационных трещин сварных швов почти полностью носят дендритный характер. Наличие морфологии, показанной на рис. 6.35, является надежным признаком того, что образование трещин наиболее вероятно произойдет в процессе кристаллизации, а не в твердом состоянии. Другие механизмы растрескивания при повышенной температуре, например, растрескивание за счет провала пластичности, реализуются в металле швов вдоль мигрирующих границ зерен и не носят четко выраженного дендритного характера.Предупреждение образования кристаллизационного растрескивания в сварных швах
Для того чтобы наиболее просто и эффективно избежать или снизить вероятность образования кристаллизационного растрескивания при сварке аустенитных нержавеющих сталей, следует регулировать химический состав основного и присадочного металлов. При обеспечении кристаллизации с образованием первичного феррита возможность образования трещин будет сведена к нулю. Для большинства химических составов металла шва аустенитных нержавеющих сталей это означает, что химический состав должен быть таким, чтобы имела место кристаллизация типа FA при достижении в наплавленном металле значений ферритного числа от 3 до 20 FN. Как показано на рис. 6.24, для этого может быть эффективно использована диаграмма WRC-1992, если известны химические составы основного и присадочного металлов.
В системах, где химические составы основного и присадочного металлов препятствуют кристаллизации по типу FA, т. е, кристаллизация идет по типу А или AF с образованием первичного аустенита, вероятность растрескивания будет намного выше. Наиболее эффективный путь избежать трещин в металле таких сварных швов — снизить содержание примесей и/или минимизировать жесткость закреплений сварных швов. Высокочистые, полностью аустенитные металлы сварных швов с низким содержанием примесей могут быть вполне стойкими к образованию трещин при сварке в условиях низкой и умеренной жесткости закрепления сварных соединений. Выпуклая форма валика шва и заполненные кратеры сварных швов также полезны.
 В зависимости от характера и/или условий применения сварной конструкции требуется определенное внимание при назначении уровня содержания феррита в металле шва. Наличие уровня содержания феррита, соответствующего значению FN от 3 до 20, позволяет практически наверняка избежать кристаллизационных трещин. Содержание феррита при FN более 10 может фактически поставить под угрозу механические свойства металла, если сварные элементы необходимо термообрабатывать для снятия напряжений либо сварная конструкция будет работать в условиях криогенных или повышенных температур. Потеря вязкости разрушения в условиях криогенных температур при содержании феррита на уровне 3 FN была показана ранее.
В зависимости от характера и/или условий применения сварной конструкции требуется определенное внимание при назначении уровня содержания феррита в металле шва. Наличие уровня содержания феррита, соответствующего значению FN от 3 до 20, позволяет практически наверняка избежать кристаллизационных трещин. Содержание феррита при FN более 10 может фактически поставить под угрозу механические свойства металла, если сварные элементы необходимо термообрабатывать для снятия напряжений либо сварная конструкция будет работать в условиях криогенных или повышенных температур. Потеря вязкости разрушения в условиях криогенных температур при содержании феррита на уровне 3 FN была показана ранее.Эсплуатация сварных конструкций в диапазоне температуры от 425 до 870 °C (от 800 до 1600 °F) может привести к охрупчиванию вследствие формирования альфа-прим и сигма-фазы, причем обе формируются преимущественно на границе аустенит-феррит. Для металла швов, имеющих ферритное число более 10, образование этих фаз может резко снизить ударную вязкость и пластические свойства. Также было показано, что высокое содержание феррита снижает разрушающие напряжения (stress-rupture properties) при повышенных температурах. Таким образом, если диаграмма WRC-1992 используется для регулирования химическим составом с целью обеспечения кристаллизации типа FA и "безопасного" относительно кристаллизационных трещин при сварке и уровня содержания феррита в металле шва, то инженеры должны знать о формировании в нем высокого уровня содержания феррита. При использовании лазерной и электронно лучевой сварки характер кристаллизации и содержание феррита, прогнозируемые диаграммой WRC-1992, могут быть не эффективными.
- Механические свойства сварных соединений аустенитных нержавеющих сталей
- Послесварочная термическая обработка аустенитных нержавеющих сталей
- Зона термического влияния аустенитных нержавеющих сталей
- Границы в однофазном аустенитном металле шва
- Микроструктурные превращения в зоне расплавления аустенитных нержавеющих сталей
- Механические свойства аустенитных нержавеющих сталей
- Металлургически и механические особенности аустенитных сталей
- Стандартные аустенитные нержавеющие стали и присадочные материалы
- Аустенитные нержавеющие стали
- Конкретный пример: межкристаллитное коррозионное растрескивание под напряжением в зоне термического влияния стали марки 430
