Полунепрерывное литье слитков из алюминия и его сплавов
Способы литья этого типа подробно описаны в литературе. Особенно полные данные содержатся в работах Пелотье и Рота, на которые в дальнейшем придется часто ссылаться. Ценные сведения можно получить в статьях Кёстнера, Херенгуэля, Бреннера, Кондика, Манна. Следует упомянуть также о докладе Британского разведывательного подкомитета (BIOS), написанном вскоре после окончания второй мировой войны, в котором сообщается о тогдашнем состоянии непрерывного литья в Германий. Этого же вопроса касаются работы.
Кристаллизаторы
Так как для непрерывного и полунепрерывного литья кристаллизаторы имеют первостепенное значение, они будут описаны первыми. В разделе «Литье в кристаллизатор» и «Охлаждение» было описано большое число конструкций кристаллизаторов. Распространение получили наиболее простые и надежные.
В качестве материала рубашки кристаллизатора пригодны металлы с большой теплопроводностью: медь, алюминий и его сплавы. Последние предпочитают благодаря их малому удельному весу и легкой обрабатываемости.
Из неметаллических материалов в небольших масштабах используется лишь графит. На рис. 1579 и 1580 представлены кристаллизаторы, применяемые во Франции.
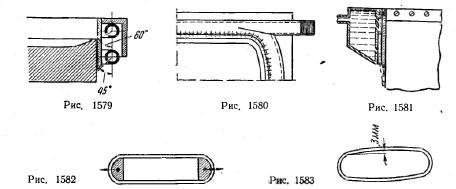 Рубашка кристаллизатора имеет толщину 10 мм и выполнена из алюминиевого сплава с 3% магния (AlMg3). Высота кристаллизатора 80—120 мм. Вода подается из двух кольцевых спрейерой с внутренним диаметром 26 мм. В спрейерах имеются отверстия диаметром 2 мм, шаг отверстий 10 мм. Отверстия расположены таким образом, что струи воды из верхнего кольца падают на наружную поверхность рубашки под углом 60° (к вертикали), струи из нижнего кольца попадают на слиток у самой нижней кромки кристаллизатора под углом 45°. Рабочая поверхность рубашки полирована.
Рубашка кристаллизатора имеет толщину 10 мм и выполнена из алюминиевого сплава с 3% магния (AlMg3). Высота кристаллизатора 80—120 мм. Вода подается из двух кольцевых спрейерой с внутренним диаметром 26 мм. В спрейерах имеются отверстия диаметром 2 мм, шаг отверстий 10 мм. Отверстия расположены таким образом, что струи воды из верхнего кольца падают на наружную поверхность рубашки под углом 60° (к вертикали), струи из нижнего кольца попадают на слиток у самой нижней кромки кристаллизатора под углом 45°. Рабочая поверхность рубашки полирована.На заводе Mc Cook-Plant (США) кристаллизаторы состоят из закрытого водяного кессона с отдельной рубашкой из сплаву алюминий-марганец толщиной 6 мм, высотой 200 мм. Нижняя кромка рубашки фрезеруется для получения фаски. Рубашка делается из полосы, концы которой свариваются гелиеводуговой сваркой (рис. 1581). Внутренняя полость кристаллизатора призматическая.
После сварки рубашка правится на специальном приспособлении (рис. 1582) для получения точных размеров. После этого широкие стороны рубашки раздаются на 3 мм наружу (рис. 1583) для того, чтобы предупредить усадку слитка и получить ровные широкие грани на слитке.
 Рубашка крепится к кессону винтами по верхней кромке. В кессоне имеются два верхних и один нижний ряд отверстий для подачи воды; оси отверстий наклонены к оси слитка под углом 30°. Благодаря этому, а также наличию на нижней кромке рубашки фаски охлаждающая вода надежно подается на боковые грани слитка. При эксплуатации кристаллизаторы постоянно промеряются и как только размеры внутренней полости изменятся производится смена рубашки. Это обходится дешевле, нежели работа на неисправном кристаллизаторе.
Рубашка крепится к кессону винтами по верхней кромке. В кессоне имеются два верхних и один нижний ряд отверстий для подачи воды; оси отверстий наклонены к оси слитка под углом 30°. Благодаря этому, а также наличию на нижней кромке рубашки фаски охлаждающая вода надежно подается на боковые грани слитка. При эксплуатации кристаллизаторы постоянно промеряются и как только размеры внутренней полости изменятся производится смена рубашки. Это обходится дешевле, нежели работа на неисправном кристаллизаторе.На рис. 1584 представлен кристаллизатор для круглых (диаметром 200—500 мм) слитков, применяемый в Германии (Vereinigte Leichtmetall-Werke). Высота кристаллизатора 100 мм при диаметре слитка 200 мм, 125 мм при диаметре 300 мм, 150 мм при диаметре 400 мм и 180 мм при диаметре 500 мм. Кристаллизатор изготовлен из коррозионностойкого в морской воде сплава (Al-Mg-Mn). Отверстия 1 для выхода воды имеют диаметр 2 мм и расположены через 6 мм. Угол между струями воды и поверхностью слитка 25°. Для уплотнения 2 использовано резиновое кольцо толщиной 3 мм.
Рабочие поверхности кристаллизаторов, как правило, параллельны между собой. На некоторых заводах для уменьшения заедания слитка в начале литья рабочую полость кристаллизатора делают внизу несколько шире, чем вверху, примерна на 0,5—1 мм. Поверхность слитков при таких кристаллизаторах получается более грубой.
Иногда кристаллизаторы для плоских слитков изготавливают из целой заготовки. Внутренние полости для воды выфрезеровываются и затем сверху наглухо завариваются. Кристаллизатор в таком случае оказывается идеально плотным.
Вместо отдельных отверстий для подачи воды на слиток может быть предусмотрен сплошной зазор по периметру.
Совершенно обязательно, чтобы рабочая поверхность кристаллизатора была очень чистой.
По некоторым данным, для определенных алюминиевых сплавов оказывается выгодным иметь рабочую поверхность с очень тонким рифлением. Недавно французская фирма Pechiney также признала выгодность рифленых кристаллизаторов.
При литье плоских слитков иногда применяются сборные кристаллизаторы. Чтобы сократить потребное число кристаллизаторов для получения слитков из алюминия и его сплавов, фирма Aluminium Walzwerke Singen GmbH применяет специальные сменные вставки для оформления узких граней слитка; это позволяет отливать слитки различной ширины на одном кристаллизаторе (рис. 1585).
Здесь 1 — обычный кристаллизатор, 2 — патрубки для подачи воды. На нижней кромке стенок предусмотрены отверстия 3 для выхода воды на слиток. Сменная стенка 4 также охлаждается водой, которая подается на слиток через отверстия 5. Для закрепления сменной стенки в нужном положении предусмотрены лапы 6 со стопорными винтами 7.
Охлаждение
Очень важно, чтобы кристаллизатор охлаждался равномерно. Это достигается тангенциальным направлением воды при входе, большой скоростью течения воды в самом кристаллизаторе, выходом воздуха через отверстия, просверленные в верху кессона и за счет большого давления воды (2,5—3,5 ати).
Низкие кристаллизаторы почти все имеют такую конструкцию, что охлаждающая вода, пройдя через кристаллизатор, направляется непосредственно на слиток и стекает вниз, охлаждая его.
Первоначально применялись кристаллизаторы, у которых длина была в несколько раз больше ширины и в которых вода не подавалась непосредственно на слиток. Подобные кристаллизаторы обладают худшими металлургическими свойствами, нежели низкие кристаллизаторы с прямой подачей воды на слиток. Тем не менее они широко распространены. Недавно французская фирма Pechiney применила высокий кристаллизатор для уменьшения анизотропии слитка.
Непосредственное охлаждение слитка после выхода из кристаллизатора очень часто осуществляется погружением его в воду, а также подачей воды из самостоятельного спрейера.
Фирма Compagnie Francaise des Metaux установила, что анизотропность литой структуры значительно уменьшается, если охлаждающая вода удаляется со слитка. Для определенных сплавов (например, системы Al-Zn-Mg-Cu) от вторичного охлаждения слитка водой вообще отказываются, заменяя его обдувкой воздухом.
В некоторых случаях целесообразно удалить охлаждающую воду, протекающую по слитку, с помощью сжатого воздуха. Такой прием используется при отливке круглых слитков большого сечения фирмой Kaiser Aluminium and Chemical Corp. на крупных слитках из сплава 75S (Al-Zn-Mg-Cu).
Ниже приводятся некоторые характеристики этого процесса.
 Получаемые слитки не имеют ни внутренних, ни наружных трещин, обладают мелкозернистой структурой и ничтожной пористостью; распределение легирующих компонентов весьма равномерное.
Получаемые слитки не имеют ни внутренних, ни наружных трещин, обладают мелкозернистой структурой и ничтожной пористостью; распределение легирующих компонентов весьма равномерное.Отливка крупных плоских слитков с сечением 330х965 мм из сплава 75S (5,75% Zn, 2,60% Mg, 1,60% Cu, 0,20% Fe, 0,20% Cr, 0,12% Si, 0,10% Mn, 0,05 % Ti) в обычные кристаллизаторы с подачей воды на слиток приводит к образованию трещин. Длина слитка 2,67 м. Температура литья 690°. Температура охлаждающей воды 12°, расход воды 700 л/мин. Воду стали удалять сжатым воздухом с широких граней слитка на расстоянии 305 мм от кристаллизатора, на узких гранях — на расстоянии 255 мм. Скорость опускания слитка 70 мм/мин. Воздушные патрубки отстоят от слитка на 20 мм. Поток воздуха направлен вверх под углом 25° к оси слитка, давление воздуха 0,5 кг/см2. Слитки получаются без боковых и внутренних трещин.
Литье с применением распределительных коробок
1. Сплав 75S (5,8% Zn, 2,5% Mg, 1,6% Cu, 0,4% Fe, 0,1% Si, 0,05% Ti).
Слиток длиной 2—2,5 м, поперечное сечение 450X450 мм. Температура литья 665—705°С.
Уровень металла на поддоне в начале литья 85—90 мм. Распределительное блюдце квадратное 280х280 мм с четырьмя выпускными отверстиями диаметром 13 мм по углам. Разность уровней металла в коробке и в кристаллизаторе 13 мм. Скорость литья 50 мм/мин. Объемная скорость 11 дм3/мин.
Удаление воды со слитка на расстоянии 100—170 мм под кристаллизатором. Температура слитка на этом участке 230—345°.
2. Сплав 75S.
Круглый слиток диаметром 810 мм, длиной 2,3 м. Температура литья 690—710°. Уровень металла на поддоне в начале литья 95—115 мм.
Распределительное блюдце круглое диаметром 500 мм с 12 отверстиями диаметром 13 мм, расположенными под углом 45° к стенке блюдца.
Разность уровней металла в коробке и кристаллизаторе 13—19 мм. скорость литья 19—25 мм/мин. Объемная скорость 10—12 дм3/мин. Удаление воды со слитка на расстоянии 200 мм под кристаллизатором. Температура слитка на этом участке 230—300°.
Расход воды для охлаждения при литье алюминия составляет 70 м3/т. Давление воды должно быть 2,5—3,5 ати. Больший расход воды, как правило, вреда не приносит, тогда как меньший вызывает осложнения при работе и снижает качество слитка.
Водяной бак
Под кристаллизатором находится бак, в который удаляется вода со слитка, или же он сам заполнен водой. Бак служит, одновременно основанием для установки кристаллизатора, который может быть съемным или стационарным. Бак делается круглым или прямоугольным.
 На рис. 1586 представлен водяной бак с откидным столом для кристаллизаторов.
На рис. 1586 представлен водяной бак с откидным столом для кристаллизаторов.Смазка
Для облегчения вытягивания слитка внутренняя поверхность кристаллизатора смазывается. Обычно перед началом литья масло наносится на стенки кристаллизатора и затем в ходе литья периодически подается на зеркало металла в кристаллизаторе. Новую порцию смазки литейщик подает, когда на зеркале металла начинают образовываться завитки окисной пленки.
Пленка смазки, по Роту, выполняет еще Следующую роль. Она уменьшает передачу тепла на стенки кристаллизатора, вследствие этого температура стенки снижается и поэтому увеличивается срок его службы. Температура рабочей стенки кристаллизатора не превышает 100°.
Поддоны
Поддон, который перед началом литья вводится снизу в кристаллизатор, имеет нарезанные отверстия или шлицы в виде ласточкина хвоста или какое-либо подобное устройство для того, чтобы можно было вытянуть слиток из кристаллизатора, когда собственный вес слитка еще незначителен.
Это устройство не обязательно при высоте кристаллизатора около 80 мм, однако при одновременной отливке трех или более слитков такие замки применяются, так как в этом случае зависание даже одного слитка нарушает процесс.
Лицевая поверхность поддона обычно делается немного вогнутой на глубину 15—20 мм независимо от размера слитка. Слишком большое углубление в поддоне может вызвать образование раковины или трещины. Поэтому при отливке слитков для сортовой прокатки (для проволоки), которые должны иметь заостренный конец, уклон дается не по четырем, а по двум граням. Соответствующий поддон показан на рис. 1256.
Тяжелые слитки для прессования из склонных к трещинообразованию сплавов могут с успехом отливаться на поддоне специальной конструкции, которая позволяет производить охлаждение нижнего торца слитка. Охлаждение начинается, как только поддон выйдет из кристаллизатора.
Поддоны изготовляют из алюминиевых сплавов или меди. В конструкциях на рис. 1583 и 1584 поддон изготовлен из сплава Al-Cu-Mg. Размеры поддона делаются на 0,7—1,0% меньше, чем размеры кристаллизатора в свету, с тем, чтобы учесть тепловое расширение поддона в начале литья и не допустить его заклинивания.
Пелотье дает следующие соотношения между внутренним размером кристаллизатора в свету А и размерами поддона Б:
 Приводы литейных машин
Приводы литейных машинВытягивание слитка может производиться с помощью передвигающегося стола, приводимого в действие гидравлической системой или механическим приводом, а также парой роликов, которые захватывают слиток. В большинстве случаев предпочитают стол, который соединен с гидравлическим поршнем, перемещающимся в соответствующем цилиндре. Вниз поршень перемещается под действием собственного веса и веса отливаемого слитка, при этом регулирование скорости опускания производится путем изменения истечения воды из-под поршня. Давление под поршнем в ходе литья, естественно, увеличивается. Подъем стола производится путем подачи в цилиндр воды под давлением.
Применяются также чисто механические приводы. Они в общем не обеспечивают равномерного и плавного вытягивания слитка.
Скорость опускания поддона в пределах 20—200 мм/мин должна поддаваться бесступенчатому регулированию. Во многих случаях машины снабжаются указателем скорости опускания поддона или же самописцем. В последнее время стали применяться автоматические устройства, которые одновременно регулируют скорость опускания.
Стол должен опускаться строго вертикально без боковых смещений или поворотов. Если длина слитка больше 3 м, то необходимы боковые направляющие.
Очень удобны установки с двумя механизмами опускания. Пока на одном производится отливка, на другом извлекаются слитки и идет подготовка к литью. Для уменьшения охлаждения расплава на пути к кристаллизатору машины располагаются как можно ближе к печи.
Температура литья
В обычных случаях необходимо, чтобы температура расплава в раздаточной печи была примерно на 50° выше точки ликвидуса сплава, при этом остывание металла на пути из печи в кристаллизатор не превысит допустимой величины. Высокая температура металла в раздаточной печи нежелательна из-за возможности насыщения его газом и угара. Рот рекомендует следующие температуры для важнейших алюминиевых сплавов:
 Эти цифры являются лишь примерными. Наилучшая температура литья устанавливается опытным путем с учетом скорости литья.
Эти цифры являются лишь примерными. Наилучшая температура литья устанавливается опытным путем с учетом скорости литья.Температура металла в кристаллизаторе почти не отличается (немного выше) от температуры ликвидуса. Если металл в кристаллизаторе слишком горячий, то образуется грубая структура со сплошными столбчатыми кристаллами.
В отдельных случаях желательна повышенная температура литья, например при работе со сплавами, содержащими марганец (Al-Cu-Mn, Al-Mg-Mn), так как при низкой температуре литья образуются грубые угольчатые кристаллы соединения алюминия с марганцем.
Скорость литья
Отличительными чертами слитков, полученных непрерывными способами, в сравнении с прежними методами являются мелкозернистое строение металла, высокая плотность и очень незначительная зональная ликвация. Обнаружено, что эти особенности, согласно Роту, проявляются тем сильнее, чем меньше отношение глубины лунки к толщине слитка или, иначе, чем медленнее вытягивается слиток.
Теоретически это отношение при различных толщинах слитка обратно пропорционально скорости вытягивания. Минимальная скорость литья (вытягивания) ограничена появлением неслитин на поверхности слитка.
Скорость литья в обычных условиях выбирается такой, чтобы за ведомо избежать образования неслитин. Чистый алюминий и эвтектические сплавы могут отливаться с большой скоростью, поскольку нет опасности возникновения ликвации и трещин.
 Для примерного выбора скорости литья могут служить графики на рис. 1587 и 1588. Круглые слитки большого сечения из сплавов, склонных к трещинам, нужно отливать с минимальной скоростью, которая возможна при условии незастывания металла. Определение оптимальных скоростей рассматривается в работе Порро и Ломбарди.
Для примерного выбора скорости литья могут служить графики на рис. 1587 и 1588. Круглые слитки большого сечения из сплавов, склонных к трещинам, нужно отливать с минимальной скоростью, которая возможна при условии незастывания металла. Определение оптимальных скоростей рассматривается в работе Порро и Ломбарди.Трещины и борьба с ними
Данный раздел изложен по работе Рота. Склонность к образованию трещин у разных сплавов различна. Особенно велика разница в поведении твердых и мягких сплавов, затем также отчетливо различие у круглых и плоских слитков.
Сначала рассмотрим круглые слитки из высоколегированных твердых сплавов. При неудачных условиях литья в центре таких слитков образуются тонкие продольные трещины, слиток может также растрескаться вдоль на две части. Иногда на некоторых сплавах обнаруживаются внутренние поперечные трещины. Опасность возникновения трещин тем больше, чем больше диаметр слитка. Появляющиеся трещины частично холодные, частично горячие. В большинстве случаев слитки растрескиваются во время литья. Однако иногда слитки разрушаются после литья, это сопровождается громким звуком. Разрушение может произойти также после длительного вылеживания, при разрезке. В отдельных случаях в центре круглых слитков из сплавов Al-Cu-Mg обнаруживаются обогащенные медью прожилки. Это не что иное, как тонкие трещины, возникшие при температуре немного выше солидуса и заполненные при этой же температуре остаточной жидкостью.
В сплавах Al-Cu-Mg склонность к трещинам растет с увеличением содержания магния и марганца и уменьшением содержания меди. Особенно сильно возрастает склонность к трещинам этих сплавов при увеличении в шихте доли свежих металлов и, в особенности, при использовании алюминия повышенной чистоты.
Для того чтобы уменьшить литейные напряжения, которые являются первопричиной трещин, необходимо, насколько возможно, снизить разницу температур на краю и в центре данного сечения слитка. Достигается это различными путями: применением более высокого кристаллизатора, менее сильным охлаждением, меньшей скоростью литья. Однако высокий кристаллизатор, так же как и слабое охлаждение, ухудшает качество слитка. Поэтому такими средствами следует пользоваться до определенных границ. Наилучшей мерой для уменьшения трещинообразования является очень медленное литье. При этом одновременно улучшается и качество слитка, так как снижается зональная ликвация и повышается плотность.
При медленном литье лунка делается более плоской, и затвердевание происходит в одном направлении снизу вверх. Это приводит к тому, что разница температур по краям и в центре сечения слитка становится столь малой, что при последующем выравнивании температуры по сечению возникающие напряжения не превышают предела прочности металла. Слиток должен полностью затвердеть до выхода из кристаллизатора. При больших сечениях слитков допускается использование сравнительно высоких кристаллизаторов; высота кристаллизатора должна составлять 35—40% от ширины (диаметра в свету).
Скорость литья для слитков из сплавов, склонных к трещинам, следует определять по кривой на рис. 1587, а при очень большой склонности к трещинам применять еще меньшие скорости. На слитках большого диаметра возможно застывание металла (из-за малой скорости литья) на поверхности, этого не следует допускать. Весьма действенным для борьбы с трещинами оказывается применение поддона, изображенного на рис. 660, который дает возможность непосредственно охлаждать слитки снизу сразу же после выхода из кристаллизатора.
Существенным обстоятельством для уменьшения трещинообразования являются также возможно более равномерная подача и распределение металла в кристаллизаторе. Особенно хорошо действуют чаши с круговым расположением выпускных отверстий.
При литье плоских слитков из твердых сплавов, в противоположность круглым слиткам, оптимальной является не возможно малая, а повышенная скорость литья. Поэтому, если наблюдается растрескивание плоских слитков из сплава Al-Cu-Mg, необходимо увеличить скорость литья. На сложных и трудных сплавах (Al-Zn-Mg-Cu) увеличение скорости литья часто не помогает уменьшить растрескивание плоских слитков. Увеличение скорости литья оказывается полезным тогда, когда в процессе литья широкие грани слитка охлаждаются слабее, чем узкие. На рис. 1589 и 1590 изображен фасонный кристаллизатор, который дает возможность осуществить такое охлаждение. С помощью этого кристаллизатора были отлиты слитки из технологически трудных сплавов.
 Уменьшение трещинообразования у среднелегированных и мягких сплавов достигается иными путями. Возникающие в таких сплавах трещины являются горячими, они появляются иногда в центре, иногда на поверхности слитка. Склонность к трещинообразованию у среднелегированных и мягких сплавов не столь сильно зависит от величины сечения слитка, как в случае твердых сплавов. Слитки из мягких сплавов полностью от трещин не разрушаются.
Уменьшение трещинообразования у среднелегированных и мягких сплавов достигается иными путями. Возникающие в таких сплавах трещины являются горячими, они появляются иногда в центре, иногда на поверхности слитка. Склонность к трещинообразованию у среднелегированных и мягких сплавов не столь сильно зависит от величины сечения слитка, как в случае твердых сплавов. Слитки из мягких сплавов полностью от трещин не разрушаются.К сплавам, обладающим склонностью к очень тонким трещинам, относятся сплавы с малым интервалом кристаллизации: Al (99%) Al-Mn, Al-Mg-Mn, Al-Mg-Si. Этим же недостатком отличается твердый сплав Al-Zn-Mg-Cu.
Иногда склонность к тонким трещинам обусловливается наличием примесей, например 0,1—0,2% меди в сплавах, не имеющих ее по основному составу. Такие технологические ошибки, как засорение отверстий в кристаллизаторе, неудачное распределение металла в нем, также могут быть причиной появления тонких трещин.
С тонкими трещинами борются в общем случае снижением скорости литья, если это не вызывает дополнительных осложнений, а также применением более высокого кристаллизатора и для круглых и для плоских слитков.
В общем можно сказать, что склонность твердых сплавов к растрескиванию при непрерывном литье также связана с их горячеломкостью, как склонность к образованию трещин при сварке и фасонном литье, и поэтому результаты исследований в области сварки и фасонного литья относительно наилучшего по наименьшей горячеломкости состава сплава вполне применимы и для непрерывного литья. В соответствии с этим склонность к трещинам может быть уменьшена за счет повышения содержания кремния и железа в сплавах Al-Cu-Mg, Al-Mn, Al-Mg-Si.
В заключение можно отметить, что без трещин можно отливать полунепрерывным способом слитки любых размеров из всех применяемых в настоящее время алюминиевых сплавов.
Перемешивание и вибрация
Ранее были описаны опыты по измельчению зерна при непрерывном литье с помощью перемешивания металла в лунке. Процесс был осуществлен в промышленных масштабах фирмой Otto Fuchs.
Очень часто при непрерывном литье слитков из алюминиевых сплавов производят вибрацию расплава в лунке. В этом отношении интересна работа Ричардса и Ростокера. В ней изучалось влияние вибрации на величину зерна, усадку, внутризеренную ликвацию и пористость, а также было выяснено действие некоторых параметров вибрации. В исследованном интервале частот 60—1500 гц влияния частоты не было замечено; увеличение амплитуды уменьшает огрубление зерна и число литейных пороков. Вместе с тем наблюдается сокращение столбчатых кристаллов, однако при большой интенсивности вибрации возникает микропористость. Внутризеренная ликвация почти не изменяется. При определенных условиях отмечено огрубление выпадающих кристаллов, так что теория обломков не может быть привлечена для объяснения измельчения зерна.
Одновременная отливка нескольких слитков
Полунепрерывным способом можно без больших трудностей отливать несколько слитков одновременно и этим значительно повышать производительность установки. Таким образом отливают одновременно шесть круглых слитков диаметром 200 мм, четыре слитка диаметром 300 мм и два слитка диаметром 400 мм.
Особенно интересны две крупные установки полунепрерывного литья фирмы Kaiser Aluminium and Chemical Corp. (США), которая выпускает тяжелые прессованные изделия для авиации. Установки частично показаны на рис. 1591 и 1592.
 Металл выдается из четырех печей, работающих на газе, емкостью 23 т по алюминию. Из летки печи металл течет по наклонному футерованному желобу и попадает в распределительную коробку и оттуда в кристаллизатор. Наибольший диаметр слитка 508 мм. Привод механизма погружения допускает бесступенчатое регулирование скорости до наибольшего значения 200 мм/мин. Скорость подъема стола составляет 2300 мм/мин. На установках можно отливать слитки длиной до 7,6 м. Высота цилиндра масляно-гидравлического привода составляет 9 м. Вес круглых слитков доходит до 9 т.
Металл выдается из четырех печей, работающих на газе, емкостью 23 т по алюминию. Из летки печи металл течет по наклонному футерованному желобу и попадает в распределительную коробку и оттуда в кристаллизатор. Наибольший диаметр слитка 508 мм. Привод механизма погружения допускает бесступенчатое регулирование скорости до наибольшего значения 200 мм/мин. Скорость подъема стола составляет 2300 мм/мин. На установках можно отливать слитки длиной до 7,6 м. Высота цилиндра масляно-гидравлического привода составляет 9 м. Вес круглых слитков доходит до 9 т.Для выдачи слитков из машины предусмотрено устройство, изображенное на рис. 1346—1348. С помощью этого механизма слитки быстро передаются из машины на приемные стеллажи; краны, таким образом, не нужны. Кроме этого, при извлечении слитка не нужно отодвигать или снимать кристаллизатор.
Изображенный на рис. 1592 рольганг скомбинирован с пятитонными весами. Ha приемных стеллажах слитки до гомогенизации или разрезки проверяют ультразвуком.
Поверхность слитков получается достаточно хорошей, так что даже заготовки из твердых сплавов не обтачиваются перед прессованием. Обтачивается только внутренняя поверхность полых слитков, которые идут на производство труб. На этих установках отливаются сплавы Al-Mg-Si, Al-Cu-Mg, Al-Zn-Mg-Cu.
Шесть аналогичных установок для полунепрерывного литья плоских слитков весом до 9 г смонтированы в 1957 г. фирмой Loma Manufacturing (США, Зап. Виргиния). Четыре установки для получения слитков сечением 508х1016 мм построены фирмой Olin Mathiesson Chemical Corp. (США, Огайо).
Одновременная отливка нескольких слитков настолько повышает производительность машин, что выпуск слитков из цеха начинает определяться плавильными мощностями, а не литейными машинами.
Регулирование подачи металла
Для этой цели созданы специальные автоматические устройства, работающие чаще всего на принципе поплавка. Одно из таких устройств показано на рис. 1593. Здесь 1 — противфвес, 2 — перегородка, регулирующая поток металла.
Регулятор другого типа представлен на рис. 1594—1596.
 В нем вытекание металла из патрубка 1 регулируется с помощью поплавка 2.
В нем вытекание металла из патрубка 1 регулируется с помощью поплавка 2.Отливка полых слитков
Для отливки полых слитков обычные низкие кристаллизаторы снабжаются стержнем, длина которого равна или немного меньше высоты кристаллизатора. Чтобы затвердевающий слиток не захватил стержень вследствие усадки, последний делается коническим, при этом конусность тем больше, чем больше диаметр слитка. Пелотье указывает следующие значения конусности: 5% при диаметре слитка до 55 мм, 6% при диаметре 65—100 мм, 7% для больших диаметров. Эти цифры согласуются с данными Рота:
 Стержень изнутри охлаждается водой, которая вытекает по кольцевой щели или из отверстий, расположенных на нижней кромке стержня, и попадает на внутреннюю поверхность полого слитка.
Стержень изнутри охлаждается водой, которая вытекает по кольцевой щели или из отверстий, расположенных на нижней кромке стержня, и попадает на внутреннюю поверхность полого слитка.Кристаллизатор для полых слитков с внутренним диаметром выше 130 мм представлен на рис. 1597 и 1598.
Поддон полых слитков располагают на столе машины на выступах, чтобы был возможен сток воды из внутренней полости слитка.
Отливка полых слитков требует большего внимания и умения, чем литье обычных слитков. Во всех случаях недопустимо приостанавливать вытягивание слитка, так как стержень тотчас захватывается вследствие усадки. Скорость литья полых слитков может быть примерно на 30% больше скорости литья круглых слитков того же диаметра.
Отливка плакированных слитков
Получение плакированных слитков на обычных кристаллизаторах невозможно. Процесс был описан ранее на стр. 327—332 и показан на рис. 930—932. Во всех случаях необходимо надежное сваривание тела слитка с плакирующим листом. В то же время не должно затрудняться быстрое направленное снизу вверх затвердевание. Эти условия наилучшим образом выполняются, по Роту, при следующей схеме. Широкие грани слитка оформляются плакирующими листами, которые перемещаются вниз вместе со слитком; узкие грани оформляются неподвижными водоохлаждаемыми сегментами (рис. 1599—1601). Эти сегменты при необходимости могут быть передвинуты в горизонтальном направлении. Высота сегментов 150 мм. Края плакирующих листов движутся по направляющим роликам. Вода подается на слиток только по узким граням, широкие же грани охлаждаются за счет погружения слитка в воду. Таким образом, при получении плакированных слитков необходимо иметь заполненный водой бак для погружения слитка.
 Производство плакированных слитков требует строгого соблюдения технологического режима. Плакирующие листы с одной стороны должны быть совершенно свободны от масла. Рот рекомендует протравливать листы, чистить их щетками и затем завертывать в бумагу, которую удаляют непосредственно перед установкой листов на машину. При таком способе на листах не остаются следы от рук.
Производство плакированных слитков требует строгого соблюдения технологического режима. Плакирующие листы с одной стороны должны быть совершенно свободны от масла. Рот рекомендует протравливать листы, чистить их щетками и затем завертывать в бумагу, которую удаляют непосредственно перед установкой листов на машину. При таком способе на листах не остаются следы от рук.Для получения надежного сваривания листа со слитком температура литья плакируемых слитков должна быть примерно на 10° выше обычной. Однако необходимо следить за тем, чтобы поток металла не подавался слишком близко к плакирующему листу, иначе последний может проплавиться.
В табл. 3 даются некоторые условия литья плакированных слитков.
 В случае использования для плакировки алюминия повышенной чистоты (99,8%) целесообразно разность уровней металла и воды увеличить примерно на 40 мм. Если эта разность уровней мала, то плакированные грани получаются вогнутыми и, кроме того, есть опасность плохого приваривания листа к слитку. При излишне большой разнице уровней наблюдается выпучивание плакирующих листов и накопление под ними обогащенного медью ликвата. Это осложняет дальнейшую обработку слитка. Для уменьшения скопления ликвата под плакирующим листом он должен быть немного вогнутым.
В случае использования для плакировки алюминия повышенной чистоты (99,8%) целесообразно разность уровней металла и воды увеличить примерно на 40 мм. Если эта разность уровней мала, то плакированные грани получаются вогнутыми и, кроме того, есть опасность плохого приваривания листа к слитку. При излишне большой разнице уровней наблюдается выпучивание плакирующих листов и накопление под ними обогащенного медью ликвата. Это осложняет дальнейшую обработку слитка. Для уменьшения скопления ликвата под плакирующим листом он должен быть немного вогнутым. Вышеприведенное описание касалось плакирования слитков из сплава Al-Cu-Mg. В последнее время плакировка в процессе литья не производится. Плакировать слитки из сплава Al-Cu-Mg предпочитают при прокатке, как это делалось прежде.
Вышеприведенное описание касалось плакирования слитков из сплава Al-Cu-Mg. В последнее время плакировка в процессе литья не производится. Плакировать слитки из сплава Al-Cu-Mg предпочитают при прокатке, как это делалось прежде.Отливка крупных слитков — чушек из первичного алюминия
Получаемый в электролизных ваннах первичный алюминий обычно разливается в чушки, которые затем вновь расплавляются для приготовления нужного сплава и получения слитка. На некоторых металлургических предприятиях перешли к отливке крупных слитков весом 250—500 кг. Фирма Aluminium Industrie такие крупные слитки-чушки отливает не в изложницах, а полунепрерывным способом. Преимуществом такого процесса является большая компактность слитка и, в особенности, значительно лучшая поверхность. Такая поверхность при длительном хранении слитков практически не адсорбирует влагу или примеси и не окисляется. Поэтому последующее расплавление сопряжено с меньшим образованием шлака и меньшим угаром.
 На рис. 1602 показаны сложенные в штабель слитки первичного металла, отлитого полунепрерывным способом. На рис. 1603 можно видеть три слитка, отливавшиеся подряд и разделенные при литье холодными прокладками из того же металла.
На рис. 1602 показаны сложенные в штабель слитки первичного металла, отлитого полунепрерывным способом. На рис. 1603 можно видеть три слитка, отливавшиеся подряд и разделенные при литье холодными прокладками из того же металла.Особые сплавы
Вскоре после появления способа полунепрерывного литья он был применен для отливки круглых слитков из сплавов для производства кованых поршней двигателей внутреннего сгорания.
В 1943 г. был разработан поршневой сплав с малым содержанием меди и никеля: 12,95% Si, 0,42% Cu, 0,40% Fe, 0,33% Ni, 1,24% Mg. Переход от литья в изложницы к полунепрерывному способу на этом сплаве дал положительные результаты. Поршни из более мелкозернистых заготовок, полученных полунепрерывным литьем, показали большую твердость и пластичность по сравнению с поршнями из заготовок, отлитых в изложницы. Кроме того, стало возможным упростить технологию обработки давлением: ковке начали подвергать литые заготовки без предварительного прессования.
Представляет интерес также случай, описанный Вольфом в 1947 г. Из поршневого сплава GAlSi отливались методом полунепрерывного литья круглые слитки диаметром 170 мм, которые затем прессовались в прутки диаметром 93 мм. В изломе этих прутков были обнаружены крупные блестящие кристаллы, которые резко снижали механические и коррозионные свойства сплава. Эти выделения оказались химическим соединением CaSi2. При литье поршней в кокиль подобных кристаллов не обнаруживалось.
Химический анализ сплава дал следующие цифры, %: Si — 12,61, Cu — 0,95, Ni — 0,94, Mg — 1,25, Fe — 0,30, Ti — 0,010. Кроме этого, была обнаружена примесь кальция в тысячных долях процента. Кальций попадал в сплав с первичным кремнием, в котором было 0,2—1,2% Ca. Это затруднение было преодолено за счет применения 2,5% флюса (56% KCl, 44% NaCl). Структура стала модифицированной и в ней не образовывались крупные кристаллы силицида кальция. Появление таких кристаллов было связано с большой скоростью кристаллизации.
В сплавы Al-Cu-Ni обычно вводят не менее 0,5% кремния, для того чтобы получить здоровое литье. Подобные сплавы идут на поковки или прессованные изделия, от которых требуется высокая прочность, например в двигателях внутреннего сгорания. Было обнаружено, что добавки кремния оказывают отрицательное действие на теплопрочность при температуре выше 200°, однако без этих добавок получать качественные кокильные отливки невозможно.
По данным фирм High Duty Alloys и Rolls Roys (1948 г.), можно получать высококачественные поковки из сплава Al-Cu-Ni с малым содержанием кремния, если заготовки отлиты непрерывным способом. Состав сплава, %: Cu—1,8—2,5, Mg—1,2—2,0, Ni — 0,3—1,5, Fe — 0,85—1,5 (сумма железа и никеля не более 2,75%), Ti — 0,02—0,2, Si — не более 0,4, остальное алюминий.
Термическая обработка проводится по следующему режиму — нагрев и выдержка при 525—545° 2—30 час., закалка, искусственное старение I—30 час. при 170—250°.
В 1951 г. появился патент по улучшению процесса, главным образом в термической обработке.
Плавильные и раздаточные печи (миксеры)
В 1944 г. Бонер и Клейнсимон подробно рассмотрели всевозможные плавильные агрегаты, в том числе индукционные печи, применительно к непрерывному литью с точки зрения качества металла, необходимости выстаивания, поддерживания его температуры и других условий литья. Они показали, как следует сочетать различные плавильные и литейные агрегаты и какова наивысшая производительность по необработанным слиткам при семи основных возможных компоновках оборудования. Они разработали также номограмму, с помощью которой можно определить производительность по скорости литья и поперечному сечению слитка и, обратно, по заданной производительности можно установить оптимальные размеры слитка или нескольких отливаемых одновременно слитков при условии наибольшей экономической выгодности.
Рот в 1948 г. рассматривал плавильные и раздаточные печи при непрерывном литье. Так как разливка производится медленно и должна проводиться при постоянной температуре, то лучше всего разливать металл из раздаточных печей через короткий желоб. Только в исключительных случаях, например на мелких слитках, применяется еще промежуточный ковш, который хорошо утепляется или обогревается.
Плавильная печь должна иметь большую производительность, хорошие теплотехнические свойства, давать малый угар и быть удобной в работе. От миксеров и раздаточных печей требуется хорошее выстаивание ванны, надежное регулирование температуры и простота выпуска металла. Кроме того, разливка металла должна происходить медленно и равномерно при неизменном по высоте положении выпускной летки. Таким образом, раздаточные печи по своему характеру Должны значительно отличаться от плавильных.
Рот настоятельно рекомендует индукционные плавильные печи как наиболее удобные для обслуживания и съема шлака, обладающие наибольшей производительностью при малом угаре и дающие хорошо перемешанный металл.
Наилучшими раздаточными печами являются электрические печи сопротивления специальной конструкции. Глубина ванны делается до 1 м при минимальной площади зеркала. Так как печь предназначается только для поддерживания температуры, ее тепловая мощность невелика. Температура на своде находится в умеренных пределах и поэтому износ элементов сопротивления незначителен. Для непрерывного литья очень важно, чтобы при литье летка не перемещалась по высоте и скорость вытекания металла строго регулировалась.
Хорошо зарекомендовали себя и повсюду применяются наклоняющиеся печи с длинным желобом, наклон их производится гидравлической системой.
В случае полностью непрерывного литья применяются ненаклоняющиеся стационарные печи. Металл из печей выдается с подины через обогреваемую трубу, на конце которой имеется коническая пробка для регулирования количества вытекающего расплава.
На некоторых установках, особенно за границей, нашли применение печи, работающие на коксе и газе. Хотя стоимость разных видов энергии различна в отдельных странах и поэтому сравнения затруднительны, все же во многих случаях оказывается, что получаемая от применения кокса и газа экономия теряется из-за повышенного угара и, кроме того, расплав получается более газонасыщенным, загрязненный, окислами и неодинаковым по составу, чем в случае индукционных речей. В газовых и коксовых печах стоимость потерь от угара нередко в несколько раз превышает стоимость топлива..
Следует заметить, что выводы Рота сделаны десять лет назад. В настоящее время главный вопрос при выборе плавильных печей заключается в стоимости энергии; разницы в качестве металла из различных печей почти нет. Чаще всего выбор приходится делать между нефтью и электроэнергией.
Возможности индукционных электрических печей довольно ограничены; так, обычная индукционная печь дает в час 900 кг алюминия, а газовая — 2 т. Однако индукционные печи обладают большей маневренностью, что имеет значение в случае небольших заказов — до 10 т одного сплава.
Как в пламенных, так и в индукционных печах, может беспрепятственно производиться обработка металла солями. В печах сопротивления такая обработка связана с опасностью разъедания нагревательных элементов. В печах, работающих на пылевидном топливе, с трудом удается регулировать температуру.
На некоторых заводах плавка производится в индукционных печах, а хлорирование — в ковше.
Что касается раздаточных печей, то на сегодня качество металла почти одинаково в пламенных и электрических печах. В пламенных печах можно проводить обработку металла флюсами и даже хлорирование, в электрических печах это невозможно или затруднительно. Применение флюсов увеличивает выход годного металла. Обычно после съема шлака зеркало металла покрывается слоем жидкого флюса. В печах сопротивления наблюдается усиленное образование окислов на металле; также на футеровке в месте соприкосновения с металлом возникает настыль из окислов, которая очень трудно удаляется. По утверждениям специалистов, в нефтяных печах, где нагрев очень интенсивен, окисная плена менее плотна. Нефтяные печи более просты в обслуживании; предполагается, конечно, что оборудование для сжигания топлива безупречно. В печь не должно попадать никаких негорючих частиц. Температура в современных нефтяных печах так же хорошо регулируется, как и в печах сопротивления.
Рот в 1955 г. подробно разобрал вопрос о применении флюсов при производстве слитков из алюминиевых сплавов. Он описал поглощение газа расплавом, его окисление, средства по уменьшению загрязненности расплава и контроль газосодержания.
Степлес и Харст рассматривают причины, влияющие на качество алюминия и его сплавов при плавке и литье. Они разбирают средства по уменьшению количества окисных включений и других загрязнений, попадающих со стружкой, дегазацию, плавку в форкамерах, влияние условий литья на структуру, контроль температуры при плавке и литье и испытания литого металла.
- Методы непрерывного литья алюминиевых сплавов и оборудование
- Специальные изделия изготовленные методом непрерывного литья
- Дальнейшая обработка непрерывно отлитых заготовок ограниченной длины
- Огневая зачистка заготовок
- Устранение ликвации слитка
- Обработка отливаемой заготовки резанием
- Пластическая деформация отливаемой заготовки
- Отсос газов
- Предварительная обработка расплавленного металла
- Непрерывное литье в защитной атмосфере
