Свариваемость дисперсионно-твердеющих нержавеющих сталей
Режим термической обработки перед сваркой следует выбирать с целью минимизации количества дефектов и оптимизации свойств, которые зависят от характера послесварочной термической обработки сварного соединения. Мартенситные стали обычно сваривают в отожженном состоянии для конструкций из тонколистового металла и в перестаренном состоянии из толстолистового, поскольку последний имеет высокий уровень жесткости закрепления. Сварка материала в перестаренном состоянии снижает уровень сварочных напряжений, так как металл находится в несколько разупрочненном состоянии. Полуаустенитные стали сваривают, как правило, после термической обработки твердого раствора или в отожженном состоянии. Аустенитные стали наиболее трудно сваривать вследствие проблем с образованием трещин — кристаллизационных, ликвационных и связанных с провалом пластичности. Их обычно сваривают после отжига твердого раствора.
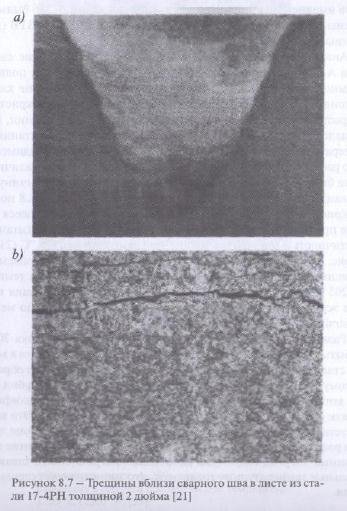 Авторы работы изучали свариваемость и испытывали жестко закрепленные сварные соединения пластин толщиной 50 мм из мартенситной стали 17-4РН, полуаустенитной 17-7РН и аустенитной А-286. Сварные швы выполнялись дуговой сваркой вольфрамовым электродом без присадочного материала. Они обнаружили некоторое количество трещин вдоль пластин феррита в основном металле 17-4РН вблизи сварного шва, но не в самом металле шва. Внешне это растрескивание аналогично слоистому расслоению, показанному на рис. 8.7. Эти исследователи не обнаружили трещин в сварных соединениях стали 17-7РН. Однако в каждом сварном образце из стали А-286 имелись трещины. Причем трещины в стали А-286 были обнаружены как в металле шва (кристаллизационные), так и ЗТВ (ликвационные).
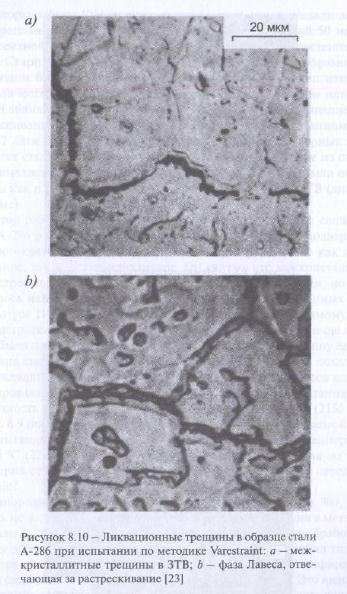
Авторы работы изучали свариваемость и испытывали жестко закрепленные сварные соединения пластин толщиной 50 мм из мартенситной стали 17-4РН, полуаустенитной 17-7РН и аустенитной А-286. Сварные швы выполнялись дуговой сваркой вольфрамовым электродом без присадочного материала. Они обнаружили некоторое количество трещин вдоль пластин феррита в основном металле 17-4РН вблизи сварного шва, но не в самом металле шва. Внешне это растрескивание аналогично слоистому расслоению, показанному на рис. 8.7. Эти исследователи не обнаружили трещин в сварных соединениях стали 17-7РН. Однако в каждом сварном образце из стали А-286 имелись трещины. Причем трещины в стали А-286 были обнаружены как в металле шва (кристаллизационные), так и ЗТВ (ликвационные).Автор работы провел испытания на пластические свойства стали А-286 в горячем состоянии по методике Varestraint, подвергнутой многократным нагревам, и обнаружил растрескивание как ликвационное, так и межкристаллитное. Он считал, что межкристаллитное растрескивание является формой ликвационных трещин, но ему не удалось найти проявление ликвации в образцах, испытанных при температуре 1 150 °C (2100 °F) или 1175 °C (2150 °F). По-видимому, это было растрескивание вследствие провала пластичности. Наличие ликвации было найдено при более высокой температуре, а причину ее образования связали с расплавлением фаз Лавеса. На рис. 8.8 показано межкристаллитное растрескивание, очевидно, образовавшееся вследствие провала пластичности, которое имело место при испытаниях на пластичность в горячем состоянии при температуре 1175 °C (2150 °F). На рис. 8.9 показано начало образования ликвации, наблюдаемой после испытаний на пластичность в горячем состоянии при температуре 1205 °C (2200 °F). На рис. 8.10 показана полная ликвация по границе зерна стали А-286, наблюдаемая после испытания по методике Varestraint.
 Разнородные присадочные материалы, такие как марка 309, могут быть использованы для предотвращения растрескивания в металле шва стали А-286, но в этом случае невозможна термическая обработка, поэтому работоспособность соединения будет низкой. Карбид титана TiC, который обычно присутствует в стали А-286, был идентифицирован как склонный к структурной ликвации в виде частиц. Это явление ответственно за ликвационное растрескивание в ЗТВ и зоне частичного расплавления. Уменьшение размера зерна и применение низких погонных энергий сварочных источников нагрева обеспечивают значительные температурные градиенты, что минимизирует степень ликвации.
Разнородные присадочные материалы, такие как марка 309, могут быть использованы для предотвращения растрескивания в металле шва стали А-286, но в этом случае невозможна термическая обработка, поэтому работоспособность соединения будет низкой. Карбид титана TiC, который обычно присутствует в стали А-286, был идентифицирован как склонный к структурной ликвации в виде частиц. Это явление ответственно за ликвационное растрескивание в ЗТВ и зоне частичного расплавления. Уменьшение размера зерна и применение низких погонных энергий сварочных источников нагрева обеспечивают значительные температурные градиенты, что минимизирует степень ликвации.Кристаллизационные трещины в сварных швах аустенитных дисперсионно-твердеющих сталей, таких как А-286, — постоянная проблема. По аналогии с аустенитными нержавеющими сталями, кристаллизующимися как аустенит (тип кристаллизации А), зона расплавления рассматриваемых сталей полностью аустенитная при отсутствии дельта-феррита. А-286 — полностью аустенитный металл, и создать композицию для обеспечения кристаллизации типа FA невозможно. Снижение количества примесей, особенно серы, фосфора и кремния, которые образуют низкоплавкие соединения, поможет предотвратить этот тип растрескивания. Использование техники сварки короткими участками и выпуклых валиков сварных швов помогут снизить напряжения и вероятность растрескивания.
Как отмечалось ранее, авторы работы разработали модификацию стали А-286 для решения проблем образования кристаллизационных, ликвационных и трещин вследствие провала пластичности. В стали JBK-75 по сравнению с маркой стали А-286 снижено содержание углерода, марганца, фосфора, серы, кремния и бора. Более того, увеличено содержание никеля, что способствует возможности “залечивания” (заполнять) потенциальных кристаллизационных и ликвационных трещин.
 Водородные трещины не являются проблемой для дисперсионно-твердеющих нержавеющих сталей вследствие низкого содержания углерода и низкой твердости. Концентрация напряжений может усугублять проблему растрескивания вследствие потери достаточной пластичности, поэтому на стадии проектирования это следует учитывать. Рекомендуются низководородные технологии сварки, особенно применительно к толстолистовым конструкциям из мартенситных и полуаустенитных дисперсионно-твердеющих нержавеющих сталей, поскольку мартенситное превращение может произойти до проведения послесварочной термической обработки. Послесварочная термическая обработка способствует выходу водорода из металла. Как правило, для сварки этого класса сталей не требуется предварительный подогрев.
Водородные трещины не являются проблемой для дисперсионно-твердеющих нержавеющих сталей вследствие низкого содержания углерода и низкой твердости. Концентрация напряжений может усугублять проблему растрескивания вследствие потери достаточной пластичности, поэтому на стадии проектирования это следует учитывать. Рекомендуются низководородные технологии сварки, особенно применительно к толстолистовым конструкциям из мартенситных и полуаустенитных дисперсионно-твердеющих нержавеющих сталей, поскольку мартенситное превращение может произойти до проведения послесварочной термической обработки. Послесварочная термическая обработка способствует выходу водорода из металла. Как правило, для сварки этого класса сталей не требуется предварительный подогрев.
- Механические свойства сварных соединений дисперсионно-твердеющих нержавеющих сталей
- Металлургия сварки дисперсионно-твердеющих нержавеющих сталей
- Аустенитные дисперсионно-твердеющие нержавеющие стали
- Полуаустенитные дисперсионно-твердеющие нержавеющие стали
- Мартенситные дисперсионно-твердеющие нержавеющие стали
- Физическая металлургия и механические свойства дисперсионно-твердеющих нержавеющих сталей
- Стандартные дисперсионно-твердеющие нержавеющие стали и присадочные материалы
- Дисперсионно-твердеющие нержавеющие стали
- Коррозионная стойкость дуплексных нержавеющих сталей
- Механические свойства сварных соединений дуплексных нержавеющих сталей
