Управление балансом феррит-аустенит дуплексных нержавеющих сталях
Содержание феррита в металле шва регулируется сочетанием химического состава металла и тепловыми условиями сварки. Для предотвращения влияния высокой скорости охлаждения на получение содержания феррита выше оптимального количества многие присадочные материалы имеют более высокое содержание никеля по сравнению с основным металлом. Более высокое содержание азота в присадочном и основном металлах также полезно, тогда как для присадочных материалов предельное содержание азота должно составлять от 0,30 до 0,35 % для предотвращения склонности к образованию пор. Более высокое содержание никеля и/или азота эффективно снижает значение Сгэк/Niэк и позволяет аустениту формироваться при более высокой температуре вследствие более высокой температуры сольвуса феррита. Это также обеспечивает ускоренное формирование аустенита при охлаждении. В ограниченной степени можно использовать предварительный подогрев, регулируя нагрев между проходами с целью снижения скорости охлаждения при сварке и обеспечения более полного превращения феррита в аустенит. Также можно использовать послесварочную термообработку, но необходимо предусмотреть меры по обеспечению отсутствия охрупчивания, которые будут рассмотрены далее.
Если основной металл выбран, регулировать балансом феррит-аустенит в ЗТВ следует только управляя термическим циклом сварки. На ранних стадиях проектирования фазового состава металла сварных элементов дуплексных нержавеющих сталей рекомендуется выбирать, по возможности, подходящий основной металл с высоким содержанием азота. Например, если основной металл — сталь марки 2205, желательно применение химического состава марки UNS S32205, а не устаревшую в настоящее время марку UNS S31803. Высокая скорость охлаждения металла, как следствие низкого тепловложения при сварке толстостенных конструкций, может привести к формированию микроструктуры с высоким содержанием феррита в объемах ЗТВ, примыкающих к границе сплавления (см. рис. 7.13,а). Управление предварительным подогревом, температурой между проходами и тепло-вложением при сварке может быть использовано для регулирования микроструктурой ЗТВ данной стали.
Тепловложение
Как отмечалось ранее, наиболее эффективный путь регулирования содержанием феррита в металле сварных швов дуплексных нержавеющих сталей — выбирать соответствующий химический состав. В диапазоне приемлемых значений погонной энергии (тепловложения) при дуговой сварке вольфрамовым электродом без присадочного материала сталей 2205 и 2507 содержание феррита в металле шва изменяется незначительно (рис. 7.15). Следует отметить, что различие этих двух сталей по значению Crэк/Niэк влияет сильнее, чем погонная энергия. Только при относительно высоких значениях погонной энергии за счет скорости охлаждения содержание феррита в сварном шве снижается.

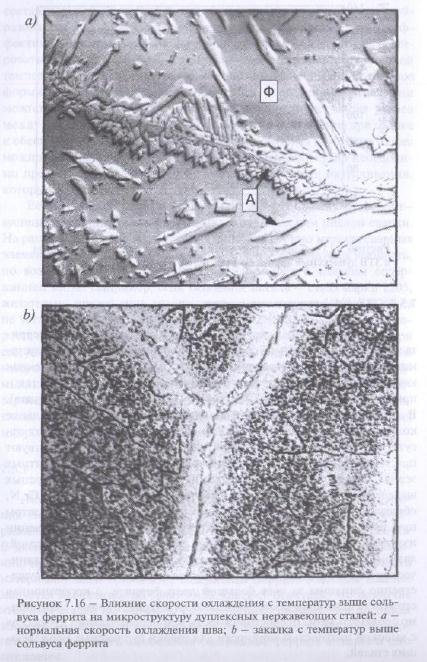
Влияние скорости охлаждения
При экстремальных скоростях охлаждения выше сольвуса феррита можно сильно влиять на соотношение содержания феррита и аустенита. На рис 7.16 представлена микроструктура стали 255, полученная как при нормальной скорости охлаждения в условиях сварки, так и при закалке с температуры 1350 °C (2460 °F) (выше сольвуса феррита). В закаленной микроструктуре наблюдается лишь незначительное количество аустенита вдоль границ ферритных зерен. Аустенит отсутствует внутри крупных ферритных зерен, которые существуют при температурах, выше сольвуса феррита. Кроме того, в ферритных зернах происходят сильные реакции выпадения мелкодисперсных выделений. Эти выделения представляют собой нитрид хрома Cr2N, образующийся в результате быстрого пересыщения феррита азотом при закалке. Такая ситуация может иметь место при изготовлении изделий из дуплексных нержавеющих сталей в условиях контактной, лазерной, электронно лучевой сварки и приварки шпилек. Механические свойства (пластические свойства и ударная вязкость) существенно снижены за счет большой доли феррита, а коррозионная стойкость понижена за счет образования нитридов хрома. Необходимо соблюдать меры предосторожности при использовании процессов с высокой плотностью мощности для сварки дуплексных нержавеющих сталей.
 Прогнозирование содержания феррита и его измерение
Прогнозирование содержания феррита и его измерениеИнструменты, используемые для прогнозирования наличия и измерения содержания феррита в аустенитных сталях, применимы и для дуплексных нержавеющих сталей. Диаграмма WRC-1992 позволяет прогнозировать содержание феррита для сталей по химическому составу при значениях ферритного числа вплоть до 100 FN. Другая версия этой диаграммы с “расширенными” осями полезна при использовании различных присадочных материалов или при сварке дуплексных сталей с несходными основными компонентами сплава.
Поскольку феррит является ферромагнетиком, для измерения содержания феррита в терминах “ферритного числа (FN)” часто используют магнитные приборы с торговыми марками MagneGage, Feritscope или Inspector Gauge, иногда технику металлографии, в особенности для определения содержания феррита в ЗТВ, где за счет малой ширины этой области затруднено применение магнитных датчиков. Последние способы измерения трудоемки и требуют значительных затрат времени, результаты исследования получают в процентах объема феррита, а не в виде ферритного числа. Приблизительный перевод ферритного числа в проценты для дуплексных сталей соответствует 70 %. Например, если ферритное число равно 100 (100 FN), то содержание феррита приблизительно составляет 70 %. Диаграмма WRC-1992 может быть использована для оценки содержания феррита в виде ферритного числа, а также для определения характера кристаллизации в зависимости от химического состава стали. Эта диаграмма была разработана благодаря усилиям сварочного научно-исследовательского совета США (WRC), подкомитета по сварке нержавеющих сталей и комиссии 11 международного института сварки. Были исследованы сотни сварных швов с целью определения связи ферритного числа и химического состава металла. В пределах значений ферритного числа до 100 диаграмма WRC-1992 может одновременно применяться для сталей как аустенитных, так и дуплексных нержавеющих. Кроме того, имеется расширенная диаграмма, которая начинается с нулевых значений как хром-эквивалент Crэк, так и никель-эквивалент Niэк.
 На диаграмме (рис. 7.17) нанесен диапазон ферритных чисел дуплексных сталей. Следует обратить внимание, что содержание феррита в терминах ферритного числа колеблется в диапазоне от 30 до 100 и более, а весь диапазон лежит в области полностью ферритной кристаллизации (тип кристаллизации — F). Процессы сварки с флюсовой (шлаковой) защитой (SMAW, FCAW и SAW) вредно воздействуют на пластические свойства и ударную вязкость металла сварного шва при значениях от 60 до 70 FN и более, как было установлено в работе.
На диаграмме (рис. 7.17) нанесен диапазон ферритных чисел дуплексных сталей. Следует обратить внимание, что содержание феррита в терминах ферритного числа колеблется в диапазоне от 30 до 100 и более, а весь диапазон лежит в области полностью ферритной кристаллизации (тип кристаллизации — F). Процессы сварки с флюсовой (шлаковой) защитой (SMAW, FCAW и SAW) вредно воздействуют на пластические свойства и ударную вязкость металла сварного шва при значениях от 60 до 70 FN и более, как было установлено в работе.
- Зона термического влияния сварки дуплексных нержавеющих сталях
- Вторичный аустенит дуплексных нержавеющих сталях
- Роль азота в дуплексных нержавеющих сталях
- Особенности кристаллизации дуплексных нержавеющих сталях
- Реакции выделений в дуплексных нержавеющих сталях
- Баланс фаз аустенит-феррит в дуплексных нержавеющих сталях
- Стандартные дуплексные нержавеющие стали и присадочный материалы
- Дуплексные нержавеющие стали
- Частный пример: трещины в зоне термического влияния
- Частный пример: что не в порядке с моим бассейном?
