Растрескивание аустенитных нержавеющих сталей при повторном нагреве
Растрескивание при повторном нагреве (трещины при снятии напряжений) не является характерным для стандартных марок аустенитных нержавеющих сталей, но может возникать в сталях, в которых образуются карбиды типа MC при термической обработке для снятия напряжений. Известно, что сталь марки 347, содержащая ниобий, образующий карбид NbC, склонна к этому типу растрескивания. Теплоустойчивые стали с высоким содержанием углерода (например марки 304Н и 306Н) могут быть также склонны к трещинам при повторном нагреве. Для низколегированных сталей, содержащих хром, молибден и ванадий, механизм указанного растрескивания аналогичен. При сварке карбиды легирующих элементов растворяются в высокотемпературной области ЗТВ, примыкающей к литой зоне. Металл шва также содержит углерод и карбидообразующие элементы в твердом растворе. При нагреве сварного элемента в процессе термической обработки (для снятия напряжений) карбиды выпадают внутри зерен, упрочняя их по сравнению с границами зерен. Если в данном температурном интервале происходит значительная релаксация напряжений, то разрушения будут происходить преимущественно вдоль границ зерен. Это явление наблюдалось как в ЗТВ, так и в металле шва.
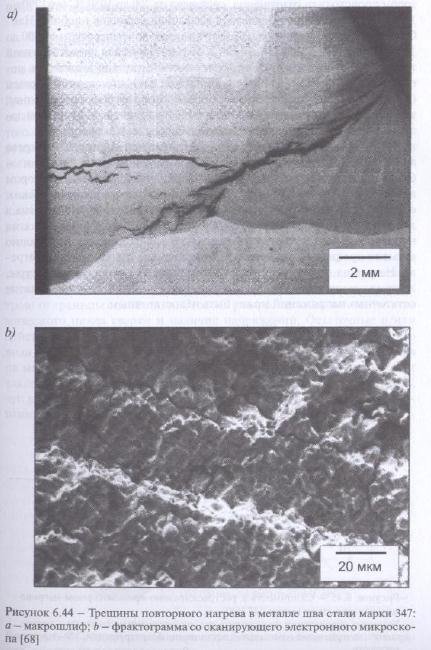
Пример образования трещины при повторном нагреве в металле сварного шва стали марки 347 приведен на рис. 6.44. Это было весьма жесткое сварное соединение, которое требовало снятия напряжений после сварки при температуре 900 °С (1650 °F). Следует отметить, что растрескивание носит разветвленный характер. При более детальном исследовании было установлено, что трещина проходит по кристаллографическим границам зерна типичной поверхности разрушения. Фрактограмма со сканирующего электронного микроскопа приведена на рис. 6.44b.
Следует заметить, что на указанном рисунке видны следы дендритной структуры кристаллизации. Это согласуется с тем фактом, что исходная микроструктура кристаллизации сварного шва соответствовала кристаллизации по типу FA и ферритное число составило примерно 8 FN. Следовательно, кристаллографические границы не должны были мигрировать с кристаллизационных границ зерен, и поэтому сохраняется дендритный характер микроструктуры. Основная часть феррита растворилась в процессе термической обработки для снятия напряжений, и в результате окончательный уровень содержания феррита соответствовал 2 FN. К образованию трещин в металле этого шва привело сочетание релаксации напряжений и выделение карбидов ниобия NbC в зерне.
 Трещины при повторном нагреве в координатах "время—температура" обычно представлены "С-образными кривыми". Этот характер изменения показан на рис. 6.45 применительно к металлу шва нержавеющей стали марки 347, рассмотрен ранее авторами работы. Данные рис. 6.45 были сгенерированы при использовании термомеханического имитатора Gleeble. Образцы металла шва нагревали до различных температур при послесварочной термической обработке и затем нагружали до 75 или 100 % от значения предела текучести при повышенной температуре. Образцы выдерживали до разрушения (не зачерненные символы на рис. 6.45). На основании этих испытаний были построены соответствующие "С-образные" кривые. Диапазон температуры, в котором происходили разрушения, составлял от 700 до 1050 °C (от 1290 до 1920 °F) (температурный интервал выделения карбидов ниобия). Наиболее быстро выделение происходит в диапазоне температуры от 800 до 3000 °C (от 1470 до 1830 °F). Это опасный интервал для послесварочной термообработки с целью снятия напряжений, так как выделения могут произойти в течение 20 мин. Неудивительно, что сварной образец (см. рис. 6.44) содержит трещины, так как температура послесварочной термообработки (примерно 900 °С (1650 °F)) для снятия напряжений достаточно точно совпадает с "носиком" "С-образной" кривой.
Трещины при повторном нагреве в координатах "время—температура" обычно представлены "С-образными кривыми". Этот характер изменения показан на рис. 6.45 применительно к металлу шва нержавеющей стали марки 347, рассмотрен ранее авторами работы. Данные рис. 6.45 были сгенерированы при использовании термомеханического имитатора Gleeble. Образцы металла шва нагревали до различных температур при послесварочной термической обработке и затем нагружали до 75 или 100 % от значения предела текучести при повышенной температуре. Образцы выдерживали до разрушения (не зачерненные символы на рис. 6.45). На основании этих испытаний были построены соответствующие "С-образные" кривые. Диапазон температуры, в котором происходили разрушения, составлял от 700 до 1050 °C (от 1290 до 1920 °F) (температурный интервал выделения карбидов ниобия). Наиболее быстро выделение происходит в диапазоне температуры от 800 до 3000 °C (от 1470 до 1830 °F). Это опасный интервал для послесварочной термообработки с целью снятия напряжений, так как выделения могут произойти в течение 20 мин. Неудивительно, что сварной образец (см. рис. 6.44) содержит трещины, так как температура послесварочной термообработки (примерно 900 °С (1650 °F)) для снятия напряжений достаточно точно совпадает с "носиком" "С-образной" кривой. С практической точки зрения трещины при повторном нагреве возникают, когда механизм дисперсионного упрочнения, как это изображено на рис. 6.45, перекрывает температурный интервал, в котором начинается релаксация остаточных напряжений в сварном шве. Таким образом, для крупногабаритных конструкций, когда время нагрева в диапазоне температуры от 650 до 900 °C (от 1200 до 1650 °F) для снятия напряжений может составить несколько часов, имеется достаточно времени проявиться механизму растрескивания при повторном нагреве. Нагрев на левом конце указанного выше диапазона температуры, задержит выпадение дисперсионных выделений, но при этом снятие остаточных напряжений может быть недостаточным.
С практической точки зрения трещины при повторном нагреве возникают, когда механизм дисперсионного упрочнения, как это изображено на рис. 6.45, перекрывает температурный интервал, в котором начинается релаксация остаточных напряжений в сварном шве. Таким образом, для крупногабаритных конструкций, когда время нагрева в диапазоне температуры от 650 до 900 °C (от 1200 до 1650 °F) для снятия напряжений может составить несколько часов, имеется достаточно времени проявиться механизму растрескивания при повторном нагреве. Нагрев на левом конце указанного выше диапазона температуры, задержит выпадение дисперсионных выделений, но при этом снятие остаточных напряжений может быть недостаточным.
- Образование растрескивания аустенитных нержавеющих сталей вследствие провала пластичности
- Ликвационные трещины в металле шва аустенитных нержавеющих сталей
- Ликвационные трещины аустенитных нержавеющих сталей в зоне термического влияния
- Кристаллизационное растрескивание аустенитных нержавеющих сталей при сварке
- Механические свойства сварных соединений аустенитных нержавеющих сталей
- Послесварочная термическая обработка аустенитных нержавеющих сталей
- Зона термического влияния аустенитных нержавеющих сталей
- Границы в однофазном аустенитном металле шва
- Микроструктурные превращения в зоне расплавления аустенитных нержавеющих сталей
- Механические свойства аустенитных нержавеющих сталей
