Роль азота в дуплексных нержавеющих сталях
Для повышения прочности и стойкости к питтинговой коррозии все более современные стали легируют азотом. Азот добавляется в количестве от 0,08 до 0,35 %. Согласно графику зависимости растворимости азота от температуры (рис. 7.5) указанный диапазон содержания азота существенно выше предела растворимости этого элемента в феррите при температурах менее 1000 °C (1830 °F). В то же время растворимость азота в аустените намного выше. Такая разница в растворимости азота имеет большое значение относительно образования выделений нитридов в этих сталях. Когда микроструктура сбалансирована (смесь примерно с соотношением 50/50, полученная при повышенных температурах с последующим быстрым охлаждением), азот перераспределяется между ферритом и аустенитом и остается преимущественно в твердом растворе.
 Если содержание феррита велико, как, например, в металле шва и ЗТВ при быстром охлаждении, то происходит интенсивное выделение нитридов при охлаждении, так как предел растворимости азота в феррите превышен и азот не имеет достаточного времени перейти в аустенит. В большинстве случаев эти нитриды обогащены хромом, и полагают, что это преимущественно Cr2N. Последствия такого интенсивного выделения нитридов аналогичны ферритным сталям — наиболее заметны потеря пластичности, ударной вязкости и коррозионной стойкости.
Если содержание феррита велико, как, например, в металле шва и ЗТВ при быстром охлаждении, то происходит интенсивное выделение нитридов при охлаждении, так как предел растворимости азота в феррите превышен и азот не имеет достаточного времени перейти в аустенит. В большинстве случаев эти нитриды обогащены хромом, и полагают, что это преимущественно Cr2N. Последствия такого интенсивного выделения нитридов аналогичны ферритным сталям — наиболее заметны потеря пластичности, ударной вязкости и коррозионной стойкости.Однако металл швов и ЗТВ быстро охлаждается с температур на линии перехода феррит—аустенит, и таким образом появляется тенденция к образованию существенно большего количества феррита в металле шва и ЗТВ дуплексных нержавеющих сталей, чем в основном металле. Поскольку фазовый баланс в сварных швах дуплексных нержавеющих сталей сильно зависит от диффузии, азот является ключевым элементом для снижения эффективной температуры закалки, тогда фазовый баланс в ЗТВ может приблизиться к основному металлу катаных или литых дуплексных нержавеющих сталей. Поскольку все легирующие элементы в дуплексных нержавеющих сталях, за исключением азота и углерода, образуют растворы замещения (атомы больших размеров), скорость диффузии достаточно низка. С другой стороны, углерод и азот имеют маленькие атомы (растворы внедрения) со значительно большей скоростью диффузии при температурах не ниже температур отжига дуплексных нержавеющих сталей (1040 °C (1900 °F) и выше) вплоть до температуры линии перехода феррит-аустенит. Так как углерод не является желаемым легирующим элементом вследствие его вредного влияния на коррозионную стойкость, его концентрацию удерживают по возможности на низком уровне. Таким образом, уровень содержания азота становится ключевым для регулирования фазового состава в условиях охлаждения при сварке.
 В температурном диапазоне свыше 1040 °C (1900 °F) до температуры сольвуса феррита азот более растворим в аустените, чем в феррите. Согласно работе в основном металле стали 2205 содержание азота составляет 0,127 %. Распределение азота между ферритом и аустенитом таково: в феррите азота менее 0,05 %, а в аустените — до 0,30 %, При температуре ниже сольвуса феррита азот в стали диффундирует из феррита в аустенит. Если охлаждение слишком быстрое, чтобы азот перешел в аустенит, то часть азота будет захвачена ферритом и впоследствии выпадет в виде нитридов хрома.
В температурном диапазоне свыше 1040 °C (1900 °F) до температуры сольвуса феррита азот более растворим в аустените, чем в феррите. Согласно работе в основном металле стали 2205 содержание азота составляет 0,127 %. Распределение азота между ферритом и аустенитом таково: в феррите азота менее 0,05 %, а в аустените — до 0,30 %, При температуре ниже сольвуса феррита азот в стали диффундирует из феррита в аустенит. Если охлаждение слишком быстрое, чтобы азот перешел в аустенит, то часть азота будет захвачена ферритом и впоследствии выпадет в виде нитридов хрома.На рис. 7.2 показано распределение легирующих элементов в катаной стали 2205, а на рис. 7.6 показана зона расплавления той же стали, выполненной дуговой сваркой вольфрамовым электродом без присадочного материала в защитном газе. Имеет место значительное увеличение содержания феррита в литом металле по сравнению с катаным металлом. Авторы работы определили, что в литом металле феррита содержится 74 %, тогда как в катаном — 49 %. Следует заметить (см. рис. 7.6,а), что формирование аустенита происходит преимущественно по границам ферритных зерен, только с небольшим количеством мелких пластинок внутри ферритных зерен. В литом металле имеется значительное количество выделений нитридов хрома (мелкие темные пятнышки на рис. 7.6,а внутри ферритных зерен на некотором расстоянии от аустенита). Участки, прилегающие к аустениту, свободны от нитридов, поскольку азот имел достаточное время продиффундировать из таких участков металла в аустенит.
В противоположность катаному металлу (см. рис. 7,2), зона расплавления показывает очень низкую сегрегацию хрома, никеля и молибдена, как можно видеть на рис. 7.6, b—d. Благодаря относительно высокой скорости охлаждения при проходе через температурный интервал превращений, эти атомы замещения имеют незначительную возможность к сегрегации. Эффективная температура закалки для хрома, никеля и молибдена примерно равна температуре сольвуса феррита. С другой стороны, азот как элемент внедрения значительно перераспределяется в аустените, где это возможно, как показано на рис. 7.6, е. Уровень содержания азота в аустените литой зоны и аустените катаного металла приблизительно одинаков (см. рис. 7.2). Следовательно, азот имеет эффективную температуру закалки существенно ниже температуры сольвуса феррита. Таким образом, он в высокой степени диффузионно подвижен в микроструктуре при температурах, когда элементы замещения имеют крайне низкую диффузионную подвижность.
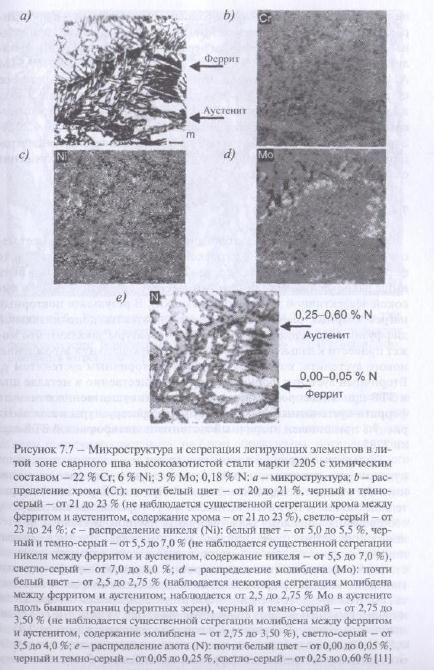
Авторы работы показали, что с увеличением содержания азота от 0,12 до 0,18 % в стали 2205 аустенит зарождался при более высокой температуре и внутри зерен, так как скорость диффузии азота стала более высокой и расстояние, на которое азот должен диффундировать при температуре ниже линии перехода феррит—аустенит, было меньше. Конечным результатом этого явилось устранение формирования нитридов в зоне расплавления, как показано на рис. 7.7,а. Сегрегация хрома, никеля и молибдена усилилась незначительно, как видно на рис. 7.7,b—d. Ho перераспределение азота закончилось в значительной степени, как видно на рис. 7.7,е. Количество аустенита значительно увеличилось. Аустенит распределился внутри зерен таким образом, чтобы азот мог диффундировать на более короткие расстояния для достижения аустенитной фазы, чем в сталях с более низким содержанием азота (см. рис. 7.6).
 Металл сварного шва не является единственной зоной, в которой азот играет критическую роль в создании благоприятного фазового баланса. Авторы работы изучали микроструктуру и свойства металла, моделированных ЗТВ сталей марок 2205 и 255 с содержанием азота 0,13 и 0,17 %, соответственно, нагретых при температуре свыше 1300 °C (2370 °F) (температура сольвуса феррита), затем охлажденных со скоростью от 75 до 2 °С/с. Авторы работы отметили, что для обеих сталей выделение нитридов было значительным при скорости охлаждения 75 °С/с, умеренным при 50 °С/с, низким при 20 °С/с и очень низким при 2 °С/с. Рост зерна феррита был отмечен при температуре 1300 °C (2370 °F), когда время выдержки было увеличено от 1 до 10 с, но это не повлияло на характер выделения нитридов. В работе указано, что содержание феррита в таких моделированных ЗТВ снизилось от очень значительного при высоких скоростях охлаждения до приближающегося, но не достигаемого к содержанию феррита в основном металле при низких скоростях охлаждения.
Металл сварного шва не является единственной зоной, в которой азот играет критическую роль в создании благоприятного фазового баланса. Авторы работы изучали микроструктуру и свойства металла, моделированных ЗТВ сталей марок 2205 и 255 с содержанием азота 0,13 и 0,17 %, соответственно, нагретых при температуре свыше 1300 °C (2370 °F) (температура сольвуса феррита), затем охлажденных со скоростью от 75 до 2 °С/с. Авторы работы отметили, что для обеих сталей выделение нитридов было значительным при скорости охлаждения 75 °С/с, умеренным при 50 °С/с, низким при 20 °С/с и очень низким при 2 °С/с. Рост зерна феррита был отмечен при температуре 1300 °C (2370 °F), когда время выдержки было увеличено от 1 до 10 с, но это не повлияло на характер выделения нитридов. В работе указано, что содержание феррита в таких моделированных ЗТВ снизилось от очень значительного при высоких скоростях охлаждения до приближающегося, но не достигаемого к содержанию феррита в основном металле при низких скоростях охлаждения.Как отмечалось ранее в работе, влияние более высокого содержания азота на увеличение скорости образования аустенита в металле сварного шва, по-видимому, должно иметь некоторое влияние на технические требования как к основному металлу, так и к проектированию сварочных материалов. Многие авторы в трудах международных конференций по дуплексным нержавеющим сталям ссылались на сталь 2205 как на UNS S31803. Для стали UNS S31803 по ASTM А240 установлено содержание азота от 0,08 до 0,20 %. Ho, начиная со стандарта ASTM А240/А240М-99а (впервые опубликованного в 2000 г., в ежегодной книге стандартов ASTM, т. 01.03), сталь 2205 закрепляется за маркой S32205 по UNS с содержанием азота от 0,14 до 0,20 %, Это эффективное удаление первой половины диапазона концентрации азота стали 2205 оказывает существенное влияние на улучшение свойств ЗТВ указанной стали.
- Особенности кристаллизации дуплексных нержавеющих сталях
- Реакции выделений в дуплексных нержавеющих сталях
- Баланс фаз аустенит-феррит в дуплексных нержавеющих сталях
- Стандартные дуплексные нержавеющие стали и присадочный материалы
- Дуплексные нержавеющие стали
- Частный пример: трещины в зоне термического влияния
- Частный пример: что не в порядке с моим бассейном?
- Частный пример: правильный выбор присадочного материала аустенитной нержавеющей стали
- Аустенитные стали с высоким содержанием азота
- Теплоустойчивые аустенитные нержавеющие стали
