Теплоустойчивые аустенитные нержавеющие стали
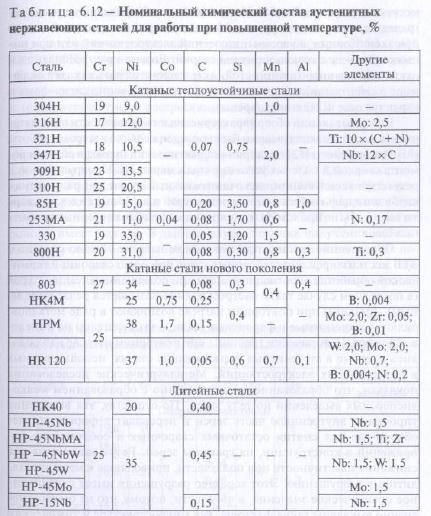
Данные стали используют при повышенных температурах в конструкциях электростанций и нефтехимической промышленности. Большинство теплоустойчивых сталей имеет высокое содержание углерода, который обеспечивает высокую прочность при повышенных температурах. Некоторые стали, например, марок 304Н и 316Н с увеличенным содержанием углерода, основаны на стандартах серии 300. Буква "Н" показывает повышенное содержание углерода — от 0,04 до 0,10 %. Литейные стали этой группы включают в себя марки НК40 и HK45N6, имеющие содержание углерода 0,40 % или более. Марки катаных и литых теплоустойчивых сталей приведены в табл. 6.12.
Следует отметить, что большинство указанных сталей имеет высокое содержание хрома для обеспечения коррозионной стойкости при повышенных температурах и высокое содержание никеля для стабилизации аустенитной фазы с целью предотвращения охрупчивания. Многие стали также содержат карбидообразователи, включая ниобий, титан, молибден и вольфрам для повышения сопротивления ползучести. Критерии, используемые инженерами-материаловедами при выборе матералов из этой группы, включают сопротивление ползучести, термоусталости и различным формам высокотемпературной коррозии такой, как окисление, насыщение серой и углеродом.
 Механические свойства, стойкость к коррозии, доступность, обрабатываемость и себестоимость важны для выбора материала для работы в требуемых условиях. Однако стабильность микроструктуры и свойства, обеспечивающие длительную эксплуатацию, определяют выбор материла и его работоспособность. Возможность проведения ремонта материала после длительной эксплуатации также важна, но часто это не учитывается при выборе материала. Микроструктура и свойства материалов, используемых при повышенных температурах, могут деградировать по различным причинам. Как следствие такой деградации, материалы становятся более склонными к растрескиванию при эксплуатации, во время отключений электростанций или при попытке ремонта с использованием сварки. Явления растрескивания и охрупчивания коррозионно-стойких и теплоустойчивых сталей включают в себя трещины повторного нагрева, образование сигма-фазы и охрупчивание вследствие старения.
Механические свойства, стойкость к коррозии, доступность, обрабатываемость и себестоимость важны для выбора материала для работы в требуемых условиях. Однако стабильность микроструктуры и свойства, обеспечивающие длительную эксплуатацию, определяют выбор материла и его работоспособность. Возможность проведения ремонта материала после длительной эксплуатации также важна, но часто это не учитывается при выборе материала. Микроструктура и свойства материалов, используемых при повышенных температурах, могут деградировать по различным причинам. Как следствие такой деградации, материалы становятся более склонными к растрескиванию при эксплуатации, во время отключений электростанций или при попытке ремонта с использованием сварки. Явления растрескивания и охрупчивания коррозионно-стойких и теплоустойчивых сталей включают в себя трещины повторного нагрева, образование сигма-фазы и охрупчивание вследствие старения.Исчерпывающий обзор характеристик и свариваемости этих материалов после их эксплуатации был проведен недавно авторами работы. Автор работы предпринял практический подход в области ремонта сваркой в полевых условиях стали марки НК40, охрупченной в результате эксплуатации, включая локальный отжиг для растворения карбидов с целью обеспечения достаточной пластичности в зоне сварки так, чтобы не происходило растрескивания вблизи сварных ремонтных швов.
Образование трещин при повторном нагреве обычно связано с ЗТВ жесткозакрепленных сварных узлов при послесварочной термической обработке либо эксплуатации при повышенных температурах (в последнем случае такое растрескивание называется релаксационным). Трещины при повторном нагреве возникают в ряде металлов, включая аустенитные и ферритные стали, а также сплавы на никелевой основе. Исторически трещины при повторном нагреве наблюдались впервые в аустенитных нержавеющих сталях, использованных в конструкциях электростанций. Металлургические исследования показали, что образование трещин связано с образованием мелкодисперсных выделений по телу зерен. По существу, эти выделения упрочняют внутреннюю часть зерен и переводят деформации, необходимые для снятия остаточных сварочных и собственных напряжений в конструкции, на границы зерен. Результатом является снижение пластичности при ползучести, приводящее к межкристаллитному разрушению. Этот характер разрушения имеет существенное практическое значение, в частности, потому, что не были однозначно выявлены такие факторы, как микроструктура и химический состав, влияющие на его возникновение. Примеры этого можно найти в статье. В ней рассмотрено образование трещин применительно к различным случаям работы в условиях высоких температур.
Релаксационное растрескивание связано с длительной выдержкой толстостенных элементов либо с высокой степенью жесткости сварных элементов при эксплуатации в интервале температур от 500 до 700 °C (от 930 до 1290 °F), Такая форма растрескивания возникает по тому же механизму, по которому и возникает трещина при повторном нагреве, за исключением времени наступления разрушения, которое обычно находится в интервале от 10 000 до 100 000 ч. Такое растрескивание может быть значительной проблемой для крупногабаритных элементов, изготовленных из высокоуглеродистых сталей (марок 304Н, 316Н, 321Н, 800Н), и их невозможно подвергнуть послесварочной термообработке для снятия напряжений. В результате одновременно возникают релаксация напряжений и выделение карбидов, приводящие к мсжкристаллитному растрескиванию обычно в ЗТВ сварных швов продольных и по замкнутому контуру.
Стандартами AWS предусмотрено ограниченное число присадочных материалов, соответствующих маркам основного металла для работы при высоких температурах (табл. 6.13). Для этих присадочных материалов, за исключением составов 308H и 316Н, невозможна кристаллизация с образованием первичного феррита. Один из указанных присадочных материалов (NiCrCoMo-1) в качестве основы имеет никель. В данном случае техника получения небольших выпуклых валиков и заполнение кратеров существенны для получения сварных швов без кристаллизационных трещин в тех случаях, когда невозможно получить при кристаллизации первичный феррит.

- Селективное коррозионное воздействие на феррит аустенитных нержавеющих сталей
- Коррозия аустенитных нержавеющих сталей, вызванная микробиологическим фактором
- Питтинговая и щелевая коррозия аустенитных нержавеющих сталей
- Коррозионное растрескивание аустенитных нержавеющих сталей под напряжением
- Межкристаллитная коррозия аустенитных нержавеющих сталей
- Коррозионная стойкость аустенитных нержавеющих сталей
- Растрескивание аустенитных нержавеющих сталей, вызванное гелием
- Растрескивание аустенитных нержавеющих сталей при загрязнении цинком
- Растрескивание аустенитных нержавеющих сталей при загрязнении медью
- Растрескивание аустенитных нержавеющих сталей при повторном нагреве
