Применение кристаллизаторов, независимых от плавильной печи
В 1869 г. Клоскей предложил установку для отливки свинцовых труб (рис. 826). По его мнению, на этой установке можно отливать также медные и латунные трубы. Труба формируется в кольцевом зазоре между водоохлаждаемым кристаллизатором 1 и оправкой 2. Расплавленный свинец подается из сосуда 3 и, в случае необходимости, пропрессовывается через кольцевой зазор с помощью поршня 4. Дополнительный цилиндр 5 позволяет подвести олово для лужения внутренней поверхности трубы.
 На рис. 827 изображена литейная машина Коатса (1918—1919 гг.) для изготовления труб из мягких металлов, имеющих высококачественную внутреннюю поверхность. Над кристаллизатором 1, окруженным водоохлаждающей рубашкой, расположена кольцевая насадка 2 для подведения расплавленного металла. Шлаковые включения задерживаются сливными отверстиями 3. Оправка 4 охлаждается водой. Смазка наносится на цилиндрическую поверхность в верхней части оправки и стекает по каналам 5 в насадке 2, распределяясь по наружной поверхности оправки.
На рис. 827 изображена литейная машина Коатса (1918—1919 гг.) для изготовления труб из мягких металлов, имеющих высококачественную внутреннюю поверхность. Над кристаллизатором 1, окруженным водоохлаждающей рубашкой, расположена кольцевая насадка 2 для подведения расплавленного металла. Шлаковые включения задерживаются сливными отверстиями 3. Оправка 4 охлаждается водой. Смазка наносится на цилиндрическую поверхность в верхней части оправки и стекает по каналам 5 в насадке 2, распределяясь по наружной поверхности оправки.Таскер спроектировал в 1879 г. приспособление для литья стальных труб (рис. 828). Металл подается через двухстенную воронку 1. По трубе 2 может продуваться топочный газ, который поступает к металлу через отверстия 3. Кристаллизатор 4 и оправка 5 имеют водяное охлаждение. Оправка 5 заканчивается внизу затравкой 6, запирающей дно кристаллизатора в начале литья. Для правильного направления оправки применяются водоохлаждаемые направляющие 7 и 8. Оправка движется вместе с отливаемой трубой, а затем из трубы извлекается.
 В 1934 г. Хаас указал на то, что во всех известных способах изготовления бесшовных кабельных оболочек применялись просверленные прессованные головки и пустотелые оправки, имеющие одинаковый диаметр для труб любых сечений. Особенно быстро выходили из строя пустотелые оправки так как их стенки подвергаются усиленному охлаждению. Поэтому необходимо было деформировать закристаллизовавшуюся часть свинца, пропуская через матрицу трубу значительно меньшего диаметра (чем отливаемые трубы) под давлением около 5 т/см2. Для устранения трудностей, возникающих при таком способе литья,
В 1934 г. Хаас указал на то, что во всех известных способах изготовления бесшовных кабельных оболочек применялись просверленные прессованные головки и пустотелые оправки, имеющие одинаковый диаметр для труб любых сечений. Особенно быстро выходили из строя пустотелые оправки так как их стенки подвергаются усиленному охлаждению. Поэтому необходимо было деформировать закристаллизовавшуюся часть свинца, пропуская через матрицу трубу значительно меньшего диаметра (чем отливаемые трубы) под давлением около 5 т/см2. Для устранения трудностей, возникающих при таком способе литья,Хаас предложил другую установку. Жидкий свинец находится под таким давлением, которое необходимо для создания прочной оболочки. Кабельные жилы, подлежащие покрытию, вводятся в оболочку через пустотелую оправку, а затем свинцовая оболочка вместе с кабелем протягивается через специальное приспособление, в котором уменьшаются наружный диаметр и стенка трубы, приводя к прочному соприкосновению свинца с жилами кабеля. При таком способе литья нет необходимости в создании высокого давления. Требуется лишь незначительное давление для продвижения металла через форму постоянного сечения. Участок, на котором кабель подвергается тепловым воздействиям, значительно укорачивается, вследствие чего отпадает необходимость в охлаждении пустотелой оправки.
На рис. 829 показана применяющаяся для этой цели литейная установка. Здесь 1 — запорное устройство, 2 — соединительный канал между плавильным тиглем и кристаллизатором, 3 — кристаллизатор, 4 — охлаждаемая труба, 5 — пустотелая оправка, 6 — вытяжная матрица, 7 — каналы для охлаждающей жидкости. Расплавленный свинец заполняет кольцевой объем между оправкой и кристаллизатором. Наружный диаметр оправки примерно равен внешнему диаметру кабеля. Сечение свинцовой трубы в кристаллизаторе равно сечению готовой кабельной оболочки.
Под воздействием давления жидкий металл продвигается через кристаллизатор, в котором он охлаждается водой, циркулирующей в каналах 7. После выхода из кристаллизатора 3 свинцовая оболочка протягивается через матрицу 6. Жила кабеля поступает навстречу через матрицу и пустотелую оправку 5. При этом оболочка обжимается на кабеле.
В 1935 г. Хаас переконструировал свою установку, предусмотрев конусную пустотелую оправку. В результате этого стало возможным более легкое, чем ранее, продвижение металлической оболочки. При таком способе работы исключается образование трещин в зоне твердожидкой фазы отливаемого металла.
На рис. 830 цифрами 2—7 обозначены те же детали, что и на рис. 829. Стенки кристаллизатора полированы. Между обогреваемой и охлаждаемой частями кристаллизатора расположен небольшой участок в виде кольцевого канала 10 с высоким тепловым сопротивлением. С целью уменьшения воздействия тепла на кабель оправка 5 вводится несколько дальше, чем жила кабеля. Хорошая термоизоляция достигается путем отсасывания воздуха через каналы 8 из объема между жилой кабеля и пустотелой оправкой. Центрирование кабеля 9 осуществляется, с одной стороны, матрицей 7, а с другой стороны, направляющим кольцом, установленным в охлаждаемой трубе 4.
С помощью второго последовательно подключаемого канала облицовку кабеля можно производить непрерывно.
 В 1892 г. Хаас спроектировал литейную машину, показанную на рис. 831. Расплавленный металл, например сталь, чугун, алюминиевая бронза, медь, свинец, олово или цинк, заливается из ковша 1 по желобу 2 в кольцевой зазор между кристаллизатором 3 и оправкой 4. Затем затвердевшая трубная заготовка захватывается четырьмя валками 5, оси которых образуют с вертикалью угол 30°, и прокатывается в трубу. Желоб, кристаллизатор, оправка и валки охлаждаются циркуляционной водой, паром, маслом и т. д. Образующаяся труба 6 подается вниз по направляющей 7, вращающейся во втулке 8. Кристаллизатор 3 плотно соприкасается с валками 5 и оправкой 4. В нижней части он имеет форму, показанную на рис. 832. Чем выше уровень металла в кристаллизаторе 3, тем больше давление, под которым металл продавливается между валками. Чтобы увеличить давление, Хаас предложил кристаллизатор 3 закрывать вверху крышкой и соединить его с печью или разливочным ковшом с трубопроводом. Кроме того, он спроектировал установку, в которой давление повышается с помощью вертикального поршня, вводимого в кристаллизатор 3.
В 1892 г. Хаас спроектировал литейную машину, показанную на рис. 831. Расплавленный металл, например сталь, чугун, алюминиевая бронза, медь, свинец, олово или цинк, заливается из ковша 1 по желобу 2 в кольцевой зазор между кристаллизатором 3 и оправкой 4. Затем затвердевшая трубная заготовка захватывается четырьмя валками 5, оси которых образуют с вертикалью угол 30°, и прокатывается в трубу. Желоб, кристаллизатор, оправка и валки охлаждаются циркуляционной водой, паром, маслом и т. д. Образующаяся труба 6 подается вниз по направляющей 7, вращающейся во втулке 8. Кристаллизатор 3 плотно соприкасается с валками 5 и оправкой 4. В нижней части он имеет форму, показанную на рис. 832. Чем выше уровень металла в кристаллизаторе 3, тем больше давление, под которым металл продавливается между валками. Чтобы увеличить давление, Хаас предложил кристаллизатор 3 закрывать вверху крышкой и соединить его с печью или разливочным ковшом с трубопроводом. Кроме того, он спроектировал установку, в которой давление повышается с помощью вертикального поршня, вводимого в кристаллизатор 3.Для металлов с низкой температурой плавления требуется меньшее число валков, но не меньше трех. Напротив, при отливке тугоплавких сплавов необходимо большее число валков. Для стали наиболее приемлемой формой профиля валков является парабола, или конус с острой вершиной.
На рис. 833 изображена часть машины для изготовления полых слитков, спроектированная в 1895 г. Армандом и Райсом. На рисунке изображено положение машины в начальный момент литья. Металл, залитый в объем между опускающимся поддоном 3, нижней частью кристаллизатора 1 и оправкой 2, по всему сечению отстоялся, так что может начаться опускание поддона. Чтобы избежать приваривания трубы, кристаллизатор 1, или оправка 2, или обе детали одновременно приводятся в возвратно-поступательное движение. Кроме того, кристаллизатор 1, оправка 2 и поддон 3 могут в отдельности, попарно или одновременно поворачиваться вокруг своих осей.
В 1911 г. Зонненшайн предложил способ производства труб из железа или других металлов. По этому способу расплав заливается непрерывно между кристаллизатором и короткой оправкой. При этом затвердевшая отливка вытягивается вниз, или кристаллизатор поднимается вверх, или же металл под влиянием собственного веса или из-вне приложенного давления выдавливается из приспособления. Чтобы облегчить извлечение отливаемой трубы, кристаллизатор или труба подвергаются вращательному движению.
На рис. 834 показана литейная машина, работающая по этому способу. После того как объем между кристаллизатором 1 и оправкой 2 заполнится расплавом, кристаллизатор с помощью подъемной лебедки поднимается вверх. Нижнее запорное устройство сконструировано с такий расчетом, чтобы конец трубы был расширен.
В 1932 г. Несхефф сконструировал литейную машину для изготовления труб, основные конструктивные узлы которой приведены на рис. 835—838.
 На рис. 835 изображен заливочный ковш, имеющий параллельные боковые стенки и поворачивающийся вокруг сливного носка. В каждую единицу времени выливается одинаковый объем расплава, что обеспечивает равномерную заливку металла.
На рис. 835 изображен заливочный ковш, имеющий параллельные боковые стенки и поворачивающийся вокруг сливного носка. В каждую единицу времени выливается одинаковый объем расплава, что обеспечивает равномерную заливку металла.На рис. 836 показан общий вид литейной установки и ее разрез.
Рис. 837 изображает разрез по AA, а рис. 838—разрез по BB (см. рис. 836). Кристаллизатор 1 состоит из нижней части 2 и верхней части, которая изнутри футерована огнеупорной массой 3. Оправка 4 охлаждается путем подачи по трубе 5 охлаждающей среды. Оправка подвергается вертикальным колебательным движениям, а также вращается вокруг своей оси. Расплав заливается через два канала 6 в кольцевой объем между кристаллизатором 1 и оправкой 4. В наружной стенке нижней части 2 кристаллизатора 1 имеются отверстия 7, через которые по трубопроводам 8 подводится охлаждающий газ. Удаляется газ через отверстия 9 по трубопроводам 10.
Перед началом литья нижняя часть 2 кристаллизатора 1 и оправка 4 нагреваются с помощью запорного устройства 11 и детали 12. Расплавленный металл вначале проходит через приспособление для регулирования скорости потока металла, а затем по желобу 13 (рис. 838) и огнеупорной вставке 3 заливается в кристаллизатор, который в начальный момент заливки запирается внизу запорным устройством 11. Оправка 4, подвергаемая колебательным движениям, пластически деформирует отливаемую трубу 14. После того как жидкая головная часть слитка займет объем, составляющий примерно 3/4 высоты нижней части 2 кристаллизатора 1, приводится в действие вытягивающий механизм, состоящий из двух цепей Галля.
В этом случае речь идет о методе литья погружением. Пока происходит вытягивание отлитой трубы, к кристаллизатору 1 подводится второе запорное устройство 11, соединенное с деталью 12, и установка подготавливается к отливке новой трубы.
Интересным является метод, предложенный в 1934 г. Джоргенсеном. Металл, например сталь, заливается в низкий кристаллизатор, соединенный с дном разливочного миксера, и после затвердевания вытягивается вниз. Кроме труб таким способом можно изготовлять прутки и даже проволоку.
 На рис. 839 представлена установка для производства труб. Расплавленный металл заливается в поворачивающийся ковш 1, откуда вытекает в охлаждаемый кристаллизатор 2, изготовленный из хромоникелевого сплава, образуя трубу 3. Камера 4, в которой установлены электрические нагревательные элементы, изолирована от наружной атмосферы. Объем 5, напротив, является открытым. Образующаяся трубная заготовка с помощью оправки 6, двух пар валков 7 и 8 и вытяжных матриц 9 и 10 деформируется до заданного размера.
На рис. 839 представлена установка для производства труб. Расплавленный металл заливается в поворачивающийся ковш 1, откуда вытекает в охлаждаемый кристаллизатор 2, изготовленный из хромоникелевого сплава, образуя трубу 3. Камера 4, в которой установлены электрические нагревательные элементы, изолирована от наружной атмосферы. Объем 5, напротив, является открытым. Образующаяся трубная заготовка с помощью оправки 6, двух пар валков 7 и 8 и вытяжных матриц 9 и 10 деформируется до заданного размера.На рис. 840 показано приспособление для изготовления металлических труб, предложенное в 1944 г. Целером. Оно состоит из цилиндрической рубашки 1 и оправки 2. Труба 4 образуется в кольцевом объеме 3, суживающемся шизу. Оправка 2 и нижняя часть рубашки 1 охлаждаются водой, которая одновременно охлаждает и трубу, поступая через отверстия 5 и 6 к конической части объема 3.
В начале литья опускающаяся затравка оцепляется с отливаемым металлом, что позволяет начать вытягивание трубной заготовки. В конической части кристаллизатора затвердевающий металл уплотняется, улучшается его структура, поверхность трубы становится гладкой.
Лэинг придавал оправке колебательное движение вокруг своей оси, чтобы воспрепятствовать привариванию трубы к оправке. Юнганс в 1937 г. предложил часть всей литейной установки, состоящей из кристаллизатора и конической оправки, приводить в колебательное движение. Рекомендуется также осуществлять для этой цели возвратно-поступательное движение кристаллизатора. Кроме того, обе части кристаллизатора могут приводиться в колебательное движение. Ставится вопрос о применении для этой же цели ультразвука.
Установка Юнганса изображена на рис. 841 (в начале литья) и на рис. 842 (через некоторое время после начала литья). Внутренний диаметр трубы образуется полой оправкой 1, охлаждаемой водой. Чтобы в начале литья обеспечить возможность вытягивания отливаемой трубы из кристаллизатора, к поддону 2 присоединяется втулка 3, имеющая надрезы по наружной поверхности. Верхний участок втулки примыкает к нижней части оправки 1. Благодаря этому достигается прочное и надежное соединение между втулкой 1, поддоном 2 и. отливаемой трубой.
 Практически было установлено, что особенно целесообразно втулку 3 изготовлять из материала, не разъедаемого отливаемым сплавом и не сваривающегося с ним, чтобы ее можно было использовать многократно. Помимо металлов может стоять вопрос о применении керамических материалов и графита.
Практически было установлено, что особенно целесообразно втулку 3 изготовлять из материала, не разъедаемого отливаемым сплавом и не сваривающегося с ним, чтобы ее можно было использовать многократно. Помимо металлов может стоять вопрос о применении керамических материалов и графита.Фирма Wieland-Werke для непрерывного литья труб из стали, меди, латуни, алюминия и других металлов с толщиной стенки от 4 до 10 мм и с диаметром от 40 до 200 мм применила установку, в которой расплав заливается в кольцевой объем между кристаллизатором и подводящей трубой, расположенной выше оправки. Толщина объема, в котором расплав находится еще в жидком состоянии, больше толщины стенки готовой трубы.
Установка приведена на рис. 843. Расплавленный металл по трубе 1 через отверстия 4 поступает в кристаллизатор 2, снабженный водоохлаждаемой рубашкой. Кристаллизатор вместе с рубашкой совершает продольные возвратно-поступательные движения. Металл заполняет пространство между стенкой кристаллизатора и оправкой 5, образуя трубную заготовку, которая роликами медленно вытягивается вниз. Оправка 5 изготовляется из керамического материала. Ее специально не делают из металла и не охлаждают, чтобы воспрепятствовать отводу тепла во внутрь отливаемой трубы. При таком методе литья внутренние слои трубы кристаллизуются медленнее наружных, поэтому металл во внутренних слоях имеет меньшую усадку, благодаря чему избегается приваривание трубы к оправке. Оправку изготовляют, например, из графита и придают ей коническую форму. Подводящая труба 1 выполнена из керамического материала или металла. К поддону 3 приваривается стержень 6, служащий для укрепления оправки 5.
 Поддон 3 имеет форму усеченного конуса. Его верхняя торцовая поверхность имеет диаметр, равный диаметру подводящей трубы. Диаметр нижней торцовой поверхности кристаллизатора равен диаметру верхней части оправки.
Поддон 3 имеет форму усеченного конуса. Его верхняя торцовая поверхность имеет диаметр, равный диаметру подводящей трубы. Диаметр нижней торцовой поверхности кристаллизатора равен диаметру верхней части оправки.Таким образом, над поддоном 3, т. е. выше оправки 5, образуется утолщенный кольцевой объем, заполняемый расплавом.
Эта литейная машина позволяет отливать тонкостенные трубы, главным образом потому, что усадочные напряжения в объеме между оправкой и кристаллизатором значительно уменьшаются. Над наружной затвердевшей коркой отливаемой трубы имеется достаточно большой объем жидкого металла, вследствие чего полная кристаллизация металла в этом небольшом кольцевом сечении может происходить без образования усадочных напряжений. Кроме того, конусная оправка значительно снижает трение о внутреннюю стенку трубчатого кристаллизатора.
В 1937 г. Юнганс, продолжая свои опыты, пришел к выводу, что при литье труб с помощью оправки, погружаемой в жидкий металл, расплав приходится заливать сбоку. Вследствие этого неравномерно распределяется тепло. Второй недостаток применявшихся способов состоит в том, что они позволяют отливать только полые слитки относительно больших сечений, так как между оправкой и стенкой кристаллизатора должно находиться достаточное количество металла, чтобы избежать преждевременной кристаллизации отливаемого металла. Этот недостаток исключается, если выше оправки по всему сечению кристаллизатора поддерживается небольшая литейная лунка жидкого металла. Следовательно, оправка не выступает над зеркалом расплава. Сама оправка непрерывно охлаждается, но не оказывает значительного охлаждающего действия на расположенный над нею жидкий металл. При применении литейной воронки оправку можно присоединить к ней. При наличии нескольких оправок можно отлить полый слиток с несколькими отверстиями. Можно даже несколько оправок расположить таким образом, что будут получаться совершенно не связанные между собой трубы.
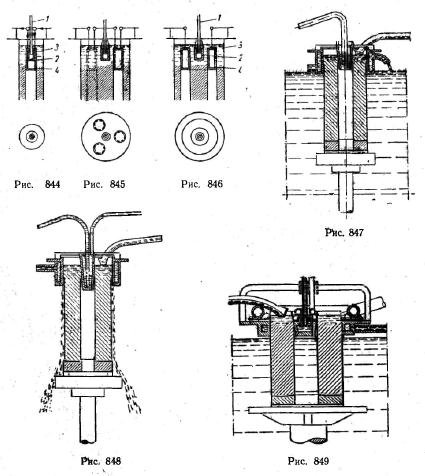 На pиc. 844 приведена установка для изготовления обычного полого слитка. Расплав заливается по трубе 1, на нижнем конце которой имеется распределительная коробка 2, погруженная в литейную полость 3 с расплавленным металлом. Назначение коробки — равномерное распределение расплава по всему сечению кристаллизатора. Под коробкой расположена оправка 4, которая может непрерывно охлаждаться водой, маслом или воздухом. Распределительную коробку и оправку можно соединить с кристаллизатором, чтобы они перемещались одновременно.
На pиc. 844 приведена установка для изготовления обычного полого слитка. Расплав заливается по трубе 1, на нижнем конце которой имеется распределительная коробка 2, погруженная в литейную полость 3 с расплавленным металлом. Назначение коробки — равномерное распределение расплава по всему сечению кристаллизатора. Под коробкой расположена оправка 4, которая может непрерывно охлаждаться водой, маслом или воздухом. Распределительную коробку и оправку можно соединить с кристаллизатором, чтобы они перемещались одновременно.На рис. 845 изображено приспособление для отливки полого слитка с тремя стержнями, а на рис. 846 поясняется метод одновременного изготовления полого и сплошного слитков.
По этой методике можно отливать полые, слитки гораздо меньшего сечения, используя один и тот же кристаллизатор для одновременной отливки нескольких изделий.
На рис. 847 и 84 показан метод литья в низкий кристаллизатор при изготовлении полых слитков и труб из алюминия и его сплавав, предложенный к 1937 г. фирмой Vereinigfte Leichtmetall-Werke. В качестве оправки здесь используется конический полый цилиндр, охлаждаемый водой.
Рис. 849 показывает отливку полых слитков с обогревом верхней части кристаллизатора, внедренную вышеуказанной фирмой в 1941 г. При применении этого способа для изготовления относительно тонкостенных полых слитков оказалось целесообразным расплав подводить одновременно в нескольких участках кристаллизатора. В этом случае оправка выполняется в виде кольца (рис. 850 и 851). Жидкий металл по желобу 3 подается в распределительную коробку 4. а оттуда по направляющим 2 и сливным желобам 5 поступает в кристаллизатор 1.
 В 1942 г. Юнганс доказал, что при отливке слитков по способу, описанному ранее(см. рис. 843), неизбежно прилипание (приваривание) полученного полого слитка к оправке. Считая, что полное затвердевание металла в формующейся зоне оправки должно отсутствовать, и стремясь воспрепятствовать прилипанию слитка к оправке, Юнганс предложил такой тепловой режим для оправки, при котором по ее периметру всегда имеется жидкий или полужидкий граничный слой толщиной, достаточной для беспрепятственного вытягивания слитка. Если при этом и наблюдается незначительное выпотевание жидкого металла, то это не имеет значения, так как тотчас же происходит его затвердевание.
В 1942 г. Юнганс доказал, что при отливке слитков по способу, описанному ранее(см. рис. 843), неизбежно прилипание (приваривание) полученного полого слитка к оправке. Считая, что полное затвердевание металла в формующейся зоне оправки должно отсутствовать, и стремясь воспрепятствовать прилипанию слитка к оправке, Юнганс предложил такой тепловой режим для оправки, при котором по ее периметру всегда имеется жидкий или полужидкий граничный слой толщиной, достаточной для беспрепятственного вытягивания слитка. Если при этом и наблюдается незначительное выпотевание жидкого металла, то это не имеет значения, так как тотчас же происходит его затвердевание.Метод Юнганса изображен на рис. 852. В процессе литья охлаждение кристаллизатора 1 и электрообогрев сопротивлением 3 оправки 2 регулируются с таким расчетом, чтобы слиток 4 кристаллизовался с наличием тонкого жидкого граничного слоя 5 у оправки 2.
В 1938 г. фирма Wieland-Werke установила недостатки, связанные с заполнением кристаллизатора отвесной струей жидкого металла в головную часть слитка. Вследствие потоков металла, возникающих у поверхности раздела между жидким и твердым металлом постоянно подводится дополнительное количество тепла. Поверхность затвердевания принимает неправильную форму, возникают микропоры, трещины по границам зерен и другие подобные дефекты. С целью устранения этих дефектов была сконструирована промежуточная коробка изображенная на рис. 853 и 854, которая почти полностью погружается в жидкий металл в кристаллизаторе. В коробке имеются сливные отверстия 1. При заливке расплава по подводящим трубам 2 промежуточная коробка всегда находится на такой высоте, чтобы выходные отверстия находились на уровне зеркала расплавленного металла или несколько ниже его. В случае заливки легкоокисляющихся металлов, например алюминиевых или магниевых сплавов, отверстия должны находиться ниже уровня расплава. Промежуточная коробка обеспечивает кристаллизацию слитка концентрическими слоями. Целесообразно также охлаждать применяемую оправку.
 На рис. 855 показано приспособление фирмы Wieland-Werke (1937 г.) с трубой 1, служащей в качестве оправки. Охлаждающая вода поступает сверху и, стекая вниз, служит для непосредственного охлаждения отливки. Внутрь оправки вводится вторая труба 2, через которую удаляются образующиеся пары. Спиральная вставка 3 из листового железа способствует равномерному охлаждению. Опускающийся поддон снабжается удлиненным полым наконечником, который препятствует застреванию кристаллизующегося металла на трубчатой оправке.
На рис. 855 показано приспособление фирмы Wieland-Werke (1937 г.) с трубой 1, служащей в качестве оправки. Охлаждающая вода поступает сверху и, стекая вниз, служит для непосредственного охлаждения отливки. Внутрь оправки вводится вторая труба 2, через которую удаляются образующиеся пары. Спиральная вставка 3 из листового железа способствует равномерному охлаждению. Опускающийся поддон снабжается удлиненным полым наконечником, который препятствует застреванию кристаллизующегося металла на трубчатой оправке.При применении конической трубчатой оправки в устройстве, показанном на рис. 855, стекающая вниз охлаждающая вода попадает на внутреннюю стенку полого слитка только на значительном расстоянии от конца оправки. Вследствие этого металл затвердевает быстрее от внутренней стенки кристаллизатора, чем от наружной поверхности оправки, что вызывает ликвацию составляющих сплава и приваривание образующегося слитка к оправке. Чтобы предупредить этот недостаток, фирма Wieland-Werke в 1941 г. предложила располагать у нижнего конца оправки коническую деталь. При этом образуется щель (рис. 856), которая направляет охлаждающую воду на внутреннюю стенку полого слитка. Коническая деталь может перемещаться в вертикальном направлении, регулируя сечение щели (рис. 857).
 В другой конструкции фирмы Wieland-Werke, предложенной в 1943 г. для литья полых слитков малого диаметра, т. е. для случая, когда оправка легко перегревается и приваривается к слитку, на нижнем конце оправки с внутренней ее стороны выполняется резьба (рис. 858). Благодаря этому струя охлаждающей воды течет по винтовой линии, отсутствуют разрывы потока охлаждающей воды и вода непрерывно омывает внутреннюю поверхность полого слитка.
В другой конструкции фирмы Wieland-Werke, предложенной в 1943 г. для литья полых слитков малого диаметра, т. е. для случая, когда оправка легко перегревается и приваривается к слитку, на нижнем конце оправки с внутренней ее стороны выполняется резьба (рис. 858). Благодаря этому струя охлаждающей воды течет по винтовой линии, отсутствуют разрывы потока охлаждающей воды и вода непрерывно омывает внутреннюю поверхность полого слитка.Фирма Gelsenkirchen в 1951 г. при отливке полых слитков из чугуна и других сплавов, у которых при кристаллизации и непосредственно после нее усадка не наступает, а происходит даже увеличение объема, предложила водоохлаждаемую оправку новой конструкции. На оправку насаживается цилиндрическая или коническая деталь, служащая ее продолжением и доходящая вплоть до зоны достаточного упрочнения отливаемого полого слитка. Это продолжение оправки является внутренней направляющей для охлаждающей жидкости, которая омачивает внутреннюю поверхность отливаемого полого слитка. Такая конструкция обеспечивает интенсивное охлаждение и бесперебойную усадку металла.
Чтобы ликвидировать затруднения, возникающие при литье труб с большой толщиной стенки фирма Wieland-Werke в 1940 г. спроектировала приспособление в котором к нижнему концу трубы, подводящей металл, присоединяется оправка с таким расчетом, чтобы вытекающий из трубы расплав отклонялся от своего первоначального направления.
В приспособлении, изображенном на рис. 859, расплав из сосуда, имеющего дно 1, через кольцевой объем 2 между изолированным стержнем 3, на нижнем конце которого 7 закреплена оправка 4, и трубой 5 вытекает к сливным отверстиям 6. После этого жидкий металл на некотором участке перемещается горизонтально. Заслонкой 8 регулируется скорость потока расплавленного металла. При очень большой скорости потока металла у стенки кристаллизатора могут образоваться завихрения, которые приводят к неслитинам и другим поверхностным дефектам. В этом случае рекомендуется несколько снизить зеркало расплава 9 до уровня 10. Металл при переливании через кромку оправки будет иметь высоту падения около 10 мм, и скорость потока металла при приближении к стенке кристаллизатора станет более равномерной. В оправке, приведенной на рис. 860, имеются карманы 11, которые служат для обеспечения равномерного потока металла и удаления газов через кольцевую щель 12.
В оправке, приведенной на рис. 860, имеются карманы 11, которые служат для обеспечения равномерного потока металла и удаления газов через кольцевую щель 12.В 1941 г. было установлено, что наиболее благоприятные условия литья достигаются в том случае, если уровень жидкого металла в головной части слитка поддерживается на постоянной высоте ниже сливных отверстий.
В 1940 г. фирма Vereinigte Leichtmetall-Werke при литье полых слитков в низкий кристаллизатор рекомендовала в качестве оправки тонкостенную водоохлаждаемую трубу, длина которой равна длине отливаемого слитка. Эта труба в процессе литья опускаегся вместе со слитком. При изготовлении полых слитков из алюминия и алюминиевых сплавов применяется трубчатая оправка из алюминиевого сплава. Охлаждение этой оправки может так регулироваться, что она будет свариваться с отливаемым слитком.
На рис. 861 и 862 изображены начальный момент заливки расплава и рабочее положение устройства через некоторое время после начала литья. Тонкостенная труба 1 охлаждается жидкостью, подаваемой через отверстия 2 в трубе 3. Стекает жидкость через отверстия 4 в поддоне 5.
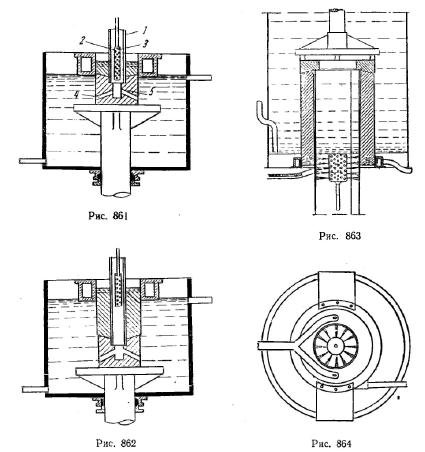 В 1941 г. была предложена конструкция разъемной трубчатой оправки, которая разрезана в продольном направлении. Оправка легко извлекается из слитка. В исходном положении ее кромки в месте разреза плотно прилегают одна к другой. При литье полых слитков из легких металлов наиболее приемлема трубчатая оправка свернутая из листовой стали. Под влиянием давления, возникающего при усадке металла в процессе кристаллизации, оправка сжимается с образованием конической поверхности. В результате отверстие полого слитка приобретает коническую форму. Если необходимо получить цилиндрическое отверстие, то применяется трубчатая оправка, имеющая коническое расширение снизу вверх.
В 1941 г. была предложена конструкция разъемной трубчатой оправки, которая разрезана в продольном направлении. Оправка легко извлекается из слитка. В исходном положении ее кромки в месте разреза плотно прилегают одна к другой. При литье полых слитков из легких металлов наиболее приемлема трубчатая оправка свернутая из листовой стали. Под влиянием давления, возникающего при усадке металла в процессе кристаллизации, оправка сжимается с образованием конической поверхности. В результате отверстие полого слитка приобретает коническую форму. Если необходимо получить цилиндрическое отверстие, то применяется трубчатая оправка, имеющая коническое расширение снизу вверх.По такому методу легко отливаются полые слитки с наружным диаметром от 200 до 800 мм и внутренним диаметром от 100 до 600 мм. При отливке слитков длиной более 3 м рекомендуется применять составные оправки, насаживаемые одна на другую.
Литейная машина, работающая по этому принципу, приведена на рис. 863 и 864.
Фирма Vereinigte Deutsche Metallwerke в 1941 г. рекомендовала применять в качестве оправки трубу, которая вводится в кристаллизатор сверху и опускается вместе со слитком. При использовании надставок можно отливать слитки произвольной длины. Труба может удаляться из отлитого слитка путем механической обработки или выталкиванием, но может также и остаться в слитке. Вместо целой трубы можно также применить трубу, разрезанную в продольном направлении и соединенную соответствующим образом.
 Можно работать, например, по следующему способу. В водоохлаждаемый кристаллизатор 1 (рис. 865) отливается вначале часть сплошного слитка, в который вставляется двурогий крюк с таким расчетом, чтобы он выступал из еще незатвердевшей верхней части слитка. Затем насаживается труба 2, которая погружается в еще незатвердевший металл или же в слой расплавленных солей. После этого литье продолжается. Расплав подается по желобу 3, поступая в объем «между кристаллизатором 1 и трубчатой оправкой 2. Образующийся полый слиток вытягивается из кристаллизатора.
Можно работать, например, по следующему способу. В водоохлаждаемый кристаллизатор 1 (рис. 865) отливается вначале часть сплошного слитка, в который вставляется двурогий крюк с таким расчетом, чтобы он выступал из еще незатвердевшей верхней части слитка. Затем насаживается труба 2, которая погружается в еще незатвердевший металл или же в слой расплавленных солей. После этого литье продолжается. Расплав подается по желобу 3, поступая в объем «между кристаллизатором 1 и трубчатой оправкой 2. Образующийся полый слиток вытягивается из кристаллизатора.Фирма Bohler в 1951 г. предложила примерно такой же метод отливки полых слитков. В качестве оправки применяется труба, изготовляемая из отливаемого сплава. Процесс кристаллизации ведется таким образом, чтобы обеспечивалось надежное сваривание трубы с отливаемым металлом. Трубчатая оправка не должна расплавляться. С целью защиты от окисления и образования окалины применяется защитная окраска. Если, например, необходимо отлить полый слиток с наружным диаметром 250 мм и внутренним диаметром 75 мм, который служит в качестве заготовки для производства бесшовных труб, то должна применяться оправка с толщиной стенки 10 мм и наружным диаметром 95 мм. При такой толщине стенки отпадает необходимость в специальном внутреннем охлаждении оправки.
В 1953 г. фирма Rheinische Rohrenwerke предложила таким методом изготовлять плакированные трубы. В качестве оправки она использовала трубу из плакирующего металла. Чтобы была качественная сварка отливаемого сплава с оправкой (например, двух различных сталей), оправка вблизи зоны сварки нагревается индукционным током в атмосфере защитного газа. Ниже области сварки оправка охлаждается путем протекания охлаждающей жидкости.
Конструкция такой машины изображена на рис. 866. Здесь 1 — кристаллизатор, 2 — наружное охлаждение, 3 — вытягивающее приспособление, 4 — плакирующая труба, используемая в качестве оправки. Эта труба перед поступлением в кристаллизатор нагревается в индукционном устройстве 5 и проходит через участок, заполненный нейтральным газом, подаваемым из кольцевого трубопровода 6. Оправка охлаждается путем подачи жидкости через трубу 7.
Чтобы объединить преимущества металлической и неметаллической оправок, фирма Wieland-Werke в 1941 г. предложила оправку, состоящую из металлического сердечника и рубашки, изготовленной из огнеупорной массы или графита. Оправка, приведенная на рис. 867, состоит из железного сердечника 1 и графитовой рубашки 2, которая поддерживается плитой 3. Вверху устанавливается тигель 4, из которого через отверстия 5 подается расплав. В участках этих отверстий железный сердечник предохраняется от разъедания расплавом путем установки графитовых колец 6.
 В 1942 г. фирма Wieland-Werke в литейных установках для изготовления полых слитков рекомендовала применять эластичное уплотнение, например асбестовый шнур. Это уплотнение 3 располагается между оправкой 1 и защитной трубой 2 (рис. 868). Было доказано, что в противном случае при незначительных смещениях оправки, соединенной с защитной трубой, будет отсутствовать плотная посадка защитной трубы на коническую оправку, металл начнет вытекать между оправкой и защитной трубой и будет навариваться на оправку. Целесообразно защитную трубу изготовлять из отливаемого материала. Ho чтобы труба легко отделялась от полого слитка, ее необходимо покрывать слоем огнеупорной краски. Асбестовая плита 4 препятствует приварке отливаемого материала к опускающемуся поддону 5.
В 1942 г. фирма Wieland-Werke в литейных установках для изготовления полых слитков рекомендовала применять эластичное уплотнение, например асбестовый шнур. Это уплотнение 3 располагается между оправкой 1 и защитной трубой 2 (рис. 868). Было доказано, что в противном случае при незначительных смещениях оправки, соединенной с защитной трубой, будет отсутствовать плотная посадка защитной трубы на коническую оправку, металл начнет вытекать между оправкой и защитной трубой и будет навариваться на оправку. Целесообразно защитную трубу изготовлять из отливаемого материала. Ho чтобы труба легко отделялась от полого слитка, ее необходимо покрывать слоем огнеупорной краски. Асбестовая плита 4 препятствует приварке отливаемого материала к опускающемуся поддону 5.В 1942 г. фирма Wieland-Werke уплотняющую поверхность поддона в месте контакта с оправкой выполнила конической. Это позволило улучшить уплотнение, так как при незначительном опускании поддона коническая поверхность продолжает уплотнять место стыка с оправкой. На рис. 869 коническая поверхность поддона обозначена цифрой 1. В установке, приведенной на рис 870, применяется промежуточная коническая деталь 2.
 При подаче жидкости для непосредственного охлаждения слитка по способу, который был рассмотрен на рис. 855 и 856, могут возникнуть значительные трудности. При задержке охлаждающей жидкости во внутренней полости слитка появляется опасность непосредственного контакта между расплавом и охлаждающей жидкостью. Этого можно избежать, применив конструкцию, предложенную фирмой Wieland-Werke в 1942 г., т. е. тарельчатую деталь, которая прилегает к внутренней стенке полого слитка на некотором расстоянии от сливного отверстия и трубопроводы для возврата охлаждающей жидкости в оправку. В установке, представленной на рис. 871, вода по трубе 4 подается в кольцевой объем 3 между внутренней стенкой оправки 1 и наружной стенкой оправки 2, затем стекает через кольцевую щель 5 и непосредственно охлаждает внутреннюю стенку слитка, обеспечивая быструю кристаллизацию металла. Собирается охлаждающая вода в объеме, закрытом тарельчатой деталью 6 из листовой стали, откуда отсасывается по системе труб 7 и 8. При отсасывании воды затягивается также воздух, проходящий между внутренней стенкой слитка и деталью 6, что препятствует утечке воды на этом участке.
При подаче жидкости для непосредственного охлаждения слитка по способу, который был рассмотрен на рис. 855 и 856, могут возникнуть значительные трудности. При задержке охлаждающей жидкости во внутренней полости слитка появляется опасность непосредственного контакта между расплавом и охлаждающей жидкостью. Этого можно избежать, применив конструкцию, предложенную фирмой Wieland-Werke в 1942 г., т. е. тарельчатую деталь, которая прилегает к внутренней стенке полого слитка на некотором расстоянии от сливного отверстия и трубопроводы для возврата охлаждающей жидкости в оправку. В установке, представленной на рис. 871, вода по трубе 4 подается в кольцевой объем 3 между внутренней стенкой оправки 1 и наружной стенкой оправки 2, затем стекает через кольцевую щель 5 и непосредственно охлаждает внутреннюю стенку слитка, обеспечивая быструю кристаллизацию металла. Собирается охлаждающая вода в объеме, закрытом тарельчатой деталью 6 из листовой стали, откуда отсасывается по системе труб 7 и 8. При отсасывании воды затягивается также воздух, проходящий между внутренней стенкой слитка и деталью 6, что препятствует утечке воды на этом участке.В отсасывающий трубопровод 8 можно вмонтировать дроссельное приспособление, которое позволяет поддерживать определенный уровень жидкости в кольцевом объеме между слиткам и трубой 7. Контроль уровня жидкости осуществим с помощью указывающего устройства, связанного с поплавком.
Оправка, рекомендованная фирмой Wieland-Werke в 1942 г., погружаемая только после начала литья в еще незатвердевший металл, снабжается отверстием, выравнивающим давление. Это отверстие вначале закрыто и открывается только через некоторое время после начала вытягивания полого слитка. Тем самым избегается затекание и затвердевание металла в этом отверстии. Способ работы наглядно показан на рис. 872 и 873. Отверстие закрывается керамической пробкой. После начала опускания полого слитка пробка выталкивается проволокой. В результате не образуется разреженное пространство в полости слитка, которое могло бы привести к неприятным последствиям.
 При применении оправок с цилиндрическим и коническим участками возникают значительные трудности, так как невозможно продолжительное время поддерживать зеркало металла на одном и том же уровне по высоте оправки. При повышении уровня зеркала расплавленного металла последний может кристаллизоваться на участке оправки, который не позволяет вытягивать слиток без трения и без повреждения поверхности оправки или слитка. Для ликвидации этих затруднений фирма Wieland-Werke в 1942 г. предложила оправку с параболической поверхностью. Такая конструкция оправки позволяет вытягивать полый слиток и при повышении уровня зеркала расплавленного металла. При этом расплав не наваривается на оправку.
При применении оправок с цилиндрическим и коническим участками возникают значительные трудности, так как невозможно продолжительное время поддерживать зеркало металла на одном и том же уровне по высоте оправки. При повышении уровня зеркала расплавленного металла последний может кристаллизоваться на участке оправки, который не позволяет вытягивать слиток без трения и без повреждения поверхности оправки или слитка. Для ликвидации этих затруднений фирма Wieland-Werke в 1942 г. предложила оправку с параболической поверхностью. Такая конструкция оправки позволяет вытягивать полый слиток и при повышении уровня зеркала расплавленного металла. При этом расплав не наваривается на оправку.Конструкция оправки изображена на рис. 874 и 875. В верхней части оправки имеется объем 1 с тремя боковыми каналами 2, через которые вытекает расплав. Давление во внутренней полости слитка выравнивается с помощью канала 3.
В 1943 г. фирма Wieland-Wrerke пришла к выводу, что независимо от наружного диаметра и толщины стенки изготовляемого полого слитка наваривание отливаемого металла на коническую оправку можно предупредить в том случае, если наклон поверхности оправки будет согласовываться с природой отливаемого сплава, методом охлаждения вытягиваемого слитка и глубиной литейной лунки. Наклон поверхности оправки определяется формулой
 где К — константа, зависящая от диаметра оправки, размеров кристаллизатора и условий литья; для оправки диаметром более 100 мм величина К находится в пределах от 1,4 до 1,2, а диаметром от 10 до 100 мм она равна 1,4—2,5;
где К — константа, зависящая от диаметра оправки, размеров кристаллизатора и условий литья; для оправки диаметром более 100 мм величина К находится в пределах от 1,4 до 1,2, а диаметром от 10 до 100 мм она равна 1,4—2,5;D — заданный внутренний диаметр трубы см;
d — толщина твердо-жидкой фазы, см;
b — усадка металла, %;
at0t1 — средний коэффициент линейного расширения для твердого состояния отливаемого сплава в пределах температур от t1 до t0, см/см*°С;
t1 — температура металла при начале плавления, °С;
t0 — температура слитка в затвердевшем состоянии при температуре помещения, ° С.
При литье эвтектических сплавов и чистых металлов применяется водоохлаждаемая оправка; неэвтектические сплавы можно Отливать и с охлаждаемой к с неохлаждаемой оправкой.
В 1952 г. Юнганс установил, что отливаемые трубы имеют гладкую поверхность, если диаметр оправки увеличивается или по крайней мере остается постоянным до тех пор, цока поверхностная корка слитка еще не может противостоять давлению расплава в головной части слитка. В этом случае не возникает опасность наваривания металла на оправку. Вниз от участка достаточного упрочнения поверхностной корки отливаемого слитка диаметр оправки должен уменьшаться (рис. 876 и 877).
 У чугуна и некоторых других сплавов в процессе литья, а иногда после кристаллизации, несмотря на понижение температуры не наблюдается усадки. Вначале объем металла может даже увеличиваться, и только при дальнейшем падении температуры начинается нормальная усадка. Поэтому фирма Gelsenkirchen в 1951 г. для литья полых слитков из чугуна рекомендовала водоохлаждаемые оправки, которые в области между уровнем жидкого металла и участком достаточного упрочнений затвердевшей внутренней поверхности полого слитка цилиндрические или имеют незначительную конусность и только ниже этой области начинается сильно суживающаяся коническая часть оправки.
У чугуна и некоторых других сплавов в процессе литья, а иногда после кристаллизации, несмотря на понижение температуры не наблюдается усадки. Вначале объем металла может даже увеличиваться, и только при дальнейшем падении температуры начинается нормальная усадка. Поэтому фирма Gelsenkirchen в 1951 г. для литья полых слитков из чугуна рекомендовала водоохлаждаемые оправки, которые в области между уровнем жидкого металла и участком достаточного упрочнений затвердевшей внутренней поверхности полого слитка цилиндрические или имеют незначительную конусность и только ниже этой области начинается сильно суживающаяся коническая часть оправки.Чтобы воспрепятствовать приварке оправки к слитку, фирма Vereinigte Leichtmetall-Werke в 1945 г. предложила вращать оправку с некоторым эксцентриситетом. Соответствующая установка представлена на рис. 878. Оправку 1 изготовляют из меди или алюминия; будучи расположена с эксцентриситетом в несколько миллиметров, она вращается с числом оборотов в пределах от 1 до 20 об/мин.
Чтобы полые слитки из чугуна и других сплавов не растрескивались и имели гладкую внутреннюю поверхность, фирма Gelsenkirchen в 1951 г. предложила подвергать оправку вращательно-колебательным движениям. Оправка не только вращается, но ее ось перемещается по кругу с небольшим радиусом (от нескольких десятых долей миллиметра до нескольких миллиметров при небольших внутренних диаметрах слитка) или по неправильной замкнутой кривой, если отливается некруглый слиток. При таком характере перемещения оправки она совершает колебательные движения. Образующаяся или уже образовавшаяся внутренняя стенка слитка обкатывается и приглаживается вибрирующей оправкой. Уменьшается опасность приваривания металла к оправке.
 В 1943 г. фирма Wieland-Werke предложила оправку, которая состоит из опорного стержня, пропускающего жидкость для непосредственного охлаждения внутренней полости, отливаемого слитка и рубашки, отбирающей от отливаемого материала по возможности минимальное количество тепла (рис. 879). Применением такой оправки стремились избежать возникновения обратной ликвации у внутренней стенки полого слитка. Это достигается благодаря тому, что оправка окружена неохлаждаемой рубашкой, поэтому через нее тепло почти не отводится. Охлаждающая вода протекает по каналу 1, который образуется между пароотводной трубой 2 и трубой 3, через кольцевую щель 4 и охлаждает внутреннюю стенку слитка. Оправка имеет неохлаждаемую рубашку 5 из огнеупорной массы или графита, отделенную от трубы 3 воздушным зазором 6.
В 1943 г. фирма Wieland-Werke предложила оправку, которая состоит из опорного стержня, пропускающего жидкость для непосредственного охлаждения внутренней полости, отливаемого слитка и рубашки, отбирающей от отливаемого материала по возможности минимальное количество тепла (рис. 879). Применением такой оправки стремились избежать возникновения обратной ликвации у внутренней стенки полого слитка. Это достигается благодаря тому, что оправка окружена неохлаждаемой рубашкой, поэтому через нее тепло почти не отводится. Охлаждающая вода протекает по каналу 1, который образуется между пароотводной трубой 2 и трубой 3, через кольцевую щель 4 и охлаждает внутреннюю стенку слитка. Оправка имеет неохлаждаемую рубашку 5 из огнеупорной массы или графита, отделенную от трубы 3 воздушным зазором 6.По утверждению фирмы Wieland-Werke (1943 г.) при использовании водоохлаждаемой оправки происходит слишком резкое охлаждение и затвердевание металла на оправке. С другой стороны, разливочное кольцо, располагающееся между оправкой и кристаллизатором, занимает слишком большую площадь и, имея небольшое поперечное сечение, может привести к затвердеванию металла в его узком канале. Чтобы ликвидировать эти недостатки, разливочной устройство располагают эксцентрично по отношению к кристаллизатору, и металл двумя подводными трубами подается в кристаллизатор (рис. 880 и 881).
 В литейной установке, показанной на рис. 845 затруднительно установить оправку на определенном уровне. Фирма Wieland-Werke в 1943 г. предложила другую конструкцию (рис. 882 и 883), в которой оправки закрепляются в держателе 1. Держатель определяет положение оправок относительно кристаллизатора и дополнительно поддерживает разливочную коробку 2. Слитки, отлитые на этой машине, могут иметь различную длину.
В литейной установке, показанной на рис. 845 затруднительно установить оправку на определенном уровне. Фирма Wieland-Werke в 1943 г. предложила другую конструкцию (рис. 882 и 883), в которой оправки закрепляются в держателе 1. Держатель определяет положение оправок относительно кристаллизатора и дополнительно поддерживает разливочную коробку 2. Слитки, отлитые на этой машине, могут иметь различную длину.Фирма Gelsenkirchen в 1951 г. при отливке слитков из чугуна, стали и цветных металлов для регулирования процесса литья использовала изменение сопротивления скольжению отливаемого полого слитка по оправке, придав ей движение в направлении оси полого слитка. При этом оправка служит в качестве органа, автоматически регулирующего скорость вытягивания полого слитка, высоту литейного зеркала, рабочую высоту самой оправки и интенсивность ее охлаждения.
Интенсивность охлаждения можно регулировать таким образом, чтобы при возрастании сопротивления скольжению выше предельной величины оправка автоматически извлекалась из кристаллизатора при одновременном прекращении подачи расплавленного металла, Одновременно отключается система охлаждения оправки.
На рис. 884 показано соответствующее регулирующее устройство. Оправка 2 может передвигаться по высоте кристаллизатора 1 с помощью двух цилиндров 3. Цилиндры 3 жестко соединены с поршнями цилиндров 4. Изменение сопротивления скольжению воздействует на изменение давления в цилиндрах 4, которое регистрируется прибором 5. Прибор 5 регулирует работу цилиндра 3 и цилиндра 6 таким образом, что при повышении давления в цилиндрах 4 оправка автоматически поднимается вследствие увеличения давления в цилиндрах 3, или увеличивается скорость опускания поддона, или же оба процесса протекают одновременно.
- Исследования процесса охлаждения и кристаллизации
- Охлаждение кристаллизаторов скольжения, не зависимых от литейной печи
- Охлаждающие среды
- Особые способы литья в кристаллизаторы скольжения
- Литье через формующие насадки
- Применение электрической дуги в кристаллизаторе
- Непрерывное литье под пневматическим давлением
- Непрерывное литье под механическим давлением
- Вертикальное литье слитков с вытягиванием и отлитого слитка вверх
- Принципы работы кристаллизаторов скольжения, связанных с плавильной печью
